











hydrogen production equipment
Coke oven gas contains impurities such as tar, naphthalene, benzene, inorganic sulfur and organic sulfur. In order to make full use of the coke oven gas, purify the coke oven gas, reduce the impurity content in the coke oven gas, the combustion emission can meet the environmental protection requirements, and can be used as raw materials for chemical production. The technology is mature and widely used in power plants and coal chemical industry.
learn more
Characteristic
Technical characteristicsLeading technology
High purity
Large processing scale

Process
Technological processPurified gas is prepared from coke oven gas after tar removal, naphthalene removal, benzene removal, atmospheric (pressurized) desulfurization and fine desulfurization.
Index
Main performance indicatorsCoke oven gas processing capacity | 1000~460000Nm3/h |
Naphthalene content of refined gas | ≤ 1mg/Nm3 |
Refined gas tar content | ≤ 1mg/Nm3 |
Sulfur content of refined gas | ≤ 0.1mg/Nm3 |
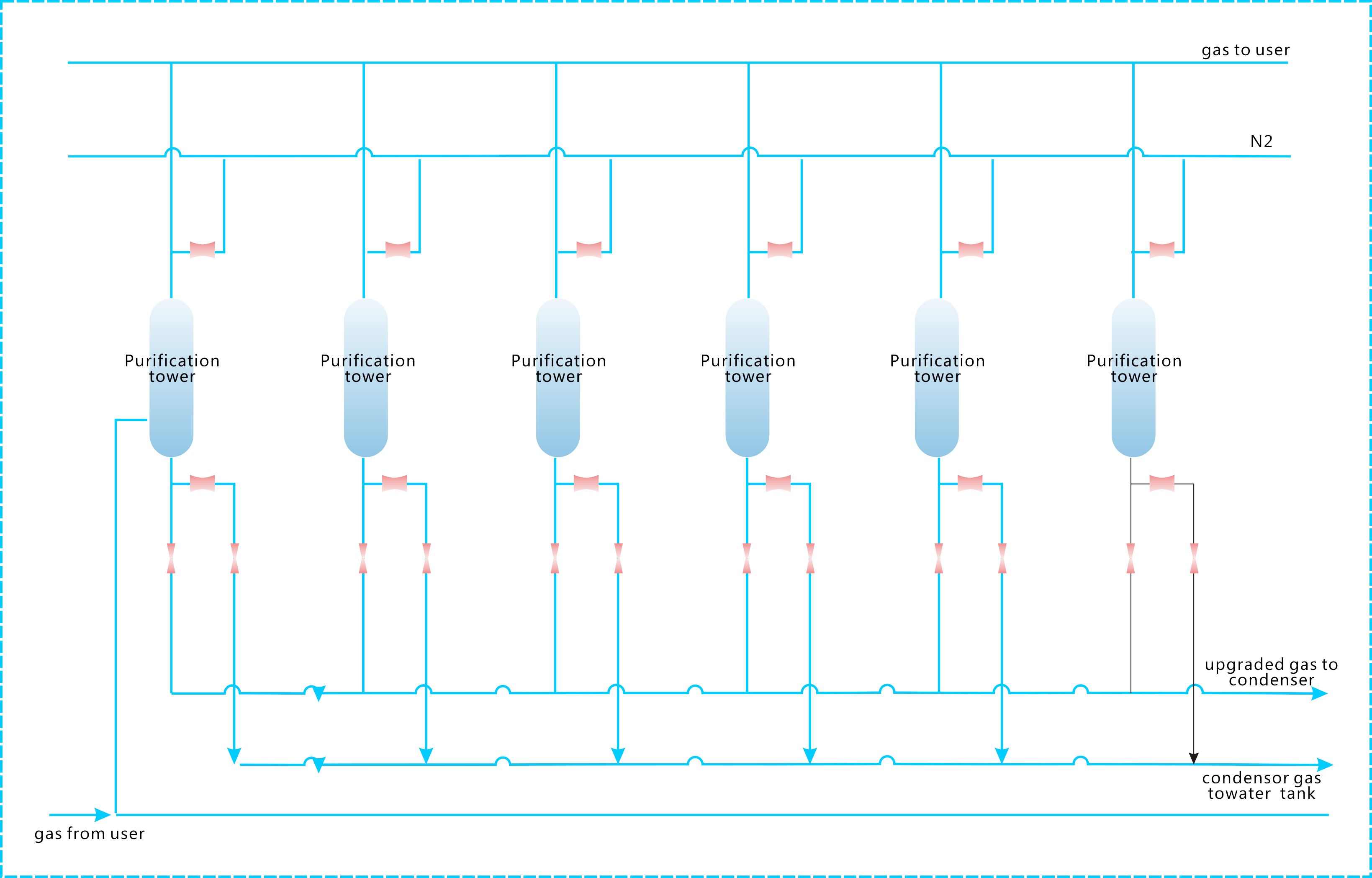
Biogas is an environmentally friendly, clean and cheap combustible gas produced by microorganisms in anaerobic environment, such as livestock manure, agricultural waste, industrial organic waste, domestic sewage and municipal domestic waste, and its main components are methane, carbon dioxide and hydrogen sulfide. Biogas is mainly purified and used for urban gas, vehicle fuel, hydrogen production, etc.
learn more
Characteristic
Technical characteristicsMature technology, safe and reliable.
Low energy consumption and low product cost.
Small land occupation, low investment and short payback period.
The treatment scale is flexible, and the methane recovery rate and purity are high.
The process is simple, the operation is convenient, and the degree of automation control is high.

Process
Technological processThe biogas is desulfurized and compressed, pressurized, and then decarburized and purified by pressure swing adsorption (PSA) to obtain product gas.
Index
Main performance indicatorsUnit scale | 50~20000 Nm3/h |
Purity | CH4≥93% |
Pressure | 0.3~3.0Mpa(G) |
Methane recovery rate of product | ≥93% |
Purify CO with PSA technology and obtain product CO from desorption phase; The adsorbent for purifying CO is developed by our company. It has large adsorption capacity, high selectivity, simple process, high purity and high yield of CO.
learn more
Process
Technological process
Index
Main performance indicatorsUnit scale | 5~3000Nm3/h |
Purity | 98~99.5% (v/v) |
Pressure | 0.03~1.0MPa(G) |
Application
application areaCarbon monoxide is purified from blast furnace gas.
Carbon monoxide is purified from yellow phosphorus tail gas.
Carbon monoxide is purified from the tail gas of calcium carbide furnace.
Purify carbon monoxide from methanol cracking gas.
Carbon monoxide is purified from water gas and semi-water gas.
Purify carbon monoxide from other sources rich in carbon monoxide.
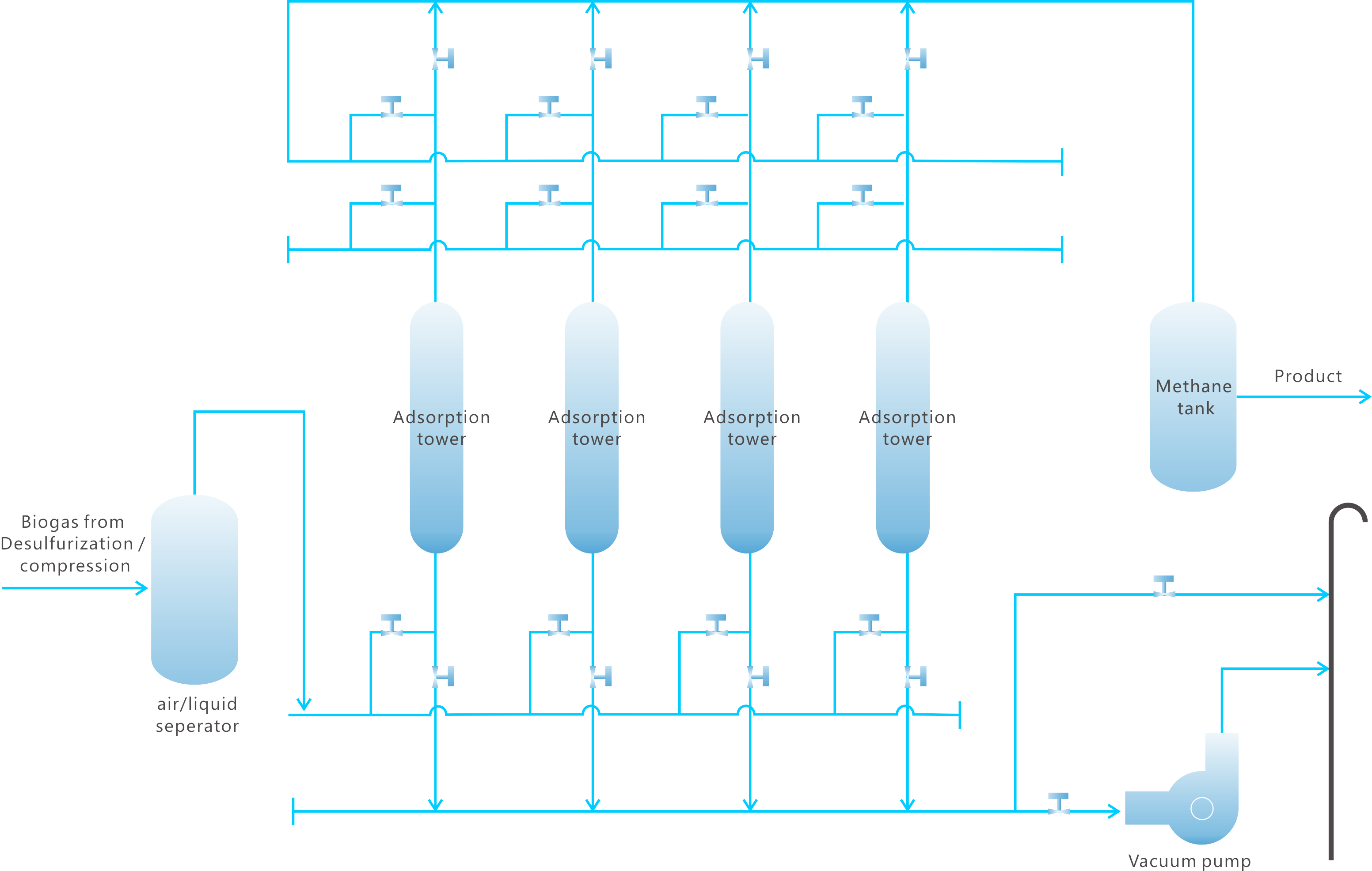
CO2 is the main by-product produced in the industrial production process and has high commercial value. The concentration of carbon dioxide in the wet decarbonization gas can reach more than 99% (dry gas), and the content of other impurities are: water, hydrogen, etc. After purification, it can reach food-grade liquid CO2. Food grade CO2 can be recovered from CO2 rich gases such as natural gas reforming gas, methanol cracking gas, lime kiln gas, flue gas, synthetic ammonia decarbonization tail gas, etc.
learn more
Characteristic
Technical characteristicsMature technology, safe and reliable operation and high yield.
The operation control is reliable and practical.

Process
Technological processThe MDEA residue in the feed gas is removed after the raw material is washed with water, and then compressed, purified and dried to remove trace organic substances such as alcohol in the gas and remove the odor. After distillation and purification, the trace low boiling point gas dissolved in CO2 is further removed, and high-purity food-grade CO2 is obtained and sent to the storage tank or filled.
Index
Main performance indicatorsUnit scale | 1000~100000t/a |
Purity | 98%~99.9% (v/v) |
Pressure | ~2.5MPa(G) |
Temperature | ~ -15?C |
Application
application areaPurify carbon dioxide from wet decarbonization gas.
Remove and purify carbon dioxide from shift gas.
Carbon dioxide is removed and purified from methanol conversion gas.
Carbon dioxide is removed and purified from water gas and semi-water gas.
Remove and purify carbon dioxide from other sources rich in carbon dioxide.
Standard
StandardIt complies with the national standards of GB10621-2006 Liquid Carbon Dioxide for Food Additives, GB1917-94 Liquid Carbon Dioxide for Food Additives (Fermentation Method) and the food grade carbon dioxide standard of Coca-Cola Company.
Wet desulfurization and decarbonization are common gas purification technologies. It is applied in natural gas reforming gas purification, coal gasification combined gas purification, LNG production process with coke oven gas, SNG process. MDEA process is used for H2S and CO2 removal. After purification of syngas: H2S<10mg/Nm 3, CO2<50ppm (LNG process).
learn more
Characteristic
Technical characteristicsMature technology, simple operation, safe and reliable operation.
In natural gas reforming to produce hydrogen, the reboiler does not need external heat source.

Process
Technological processThe synthetic gas enters the reboiler of the regeneration tower at 170 ℃ and is cooled by water after heat exchange. The temperature drops to 40 ℃ and enters the decarbonization tower. The synthetic gas enters from the bottom of the tower, the amine liquid is sprayed from the top, the gas passes through the absorption tower from the bottom to the top, the CO2 in the gas is absorbed, and the decarburized gas goes to the next process for hydrogen extraction, and the CO2 content of the decarburized gas is controlled at 50 ppm~2%. After the amine liquid passes through the decarbonization tower, the lean liquid absorbs CO2 and becomes rich liquid. After exchanging heat with the lean liquid at the outlet of the regeneration tower, it enters the regeneration tower for stripping, and the CO2 gas flows from the tower top to the battery limit. Amine liquid is heated by reboiler at the bottom of the tower to remove CO2 and become lean liquid. The lean liquid flows out from the bottom of the regeneration tower, passes through pressurization, lean and rich liquid heat exchanger and lean liquid cooler for cooling, and returns to the decarbonization tower to absorb the acid gas CO2.
Index
Main performance indicatorsPlant scale | Processing natural gas or shift gas 1000~20000 Nm3/h |
Decarburization accuracy | CO2≤20ppm |
Desulfurization accuracy | H2S≤5ppm |
working pressure | 0.5~15 MPa(G) |
Application
application areaGas purification unit, natural gas hydrogen production unit, etc.
? 2017-2018 Ally Hi-Tech Co.,Ltd. . All Right Reserved. Changcheng Road Section 1, #201, Shuangliu District, Chengdu City, Sichuan Province 備案號(hào): 蜀ICP備11023091號(hào)-1
 男生女生一起差差差免费下载安装大全熊猫
|
色a资源在线一道本无吗一区
|
日韩在线亚洲网站
|
婷婷色国产精品视频一区二区
|
差差差很疼视频30无掩盖软件
|
国模自拍视频一区二区三区
|
特黄美女免费看成人不卡大片
|
三级大片a中字幕无码在线观看
|
王者荣耀女英雄被操
|
国产一级生活片欧美性爱亚洲
|
亚洲毛片ÄV无码一区二区
|
国产三级av在在线看
|
男同GAY毛片免费可播放
|
久久综合给合久久狠
|
91日本在线精品高清观看
|
少妇免费三级毛片观看
|
国产成人av影院在线观看
|
国产欧美日韩中文字幕第一页
|
国产真实迷奷系列在线免费看
|
国产成a人亚洲精v品在线观看
|
国产精品久久久久久 中文字幕
|
电影在线播放高清无码
|
国产成人亚洲精品另类动态换脸|
精品福利视频免费一区二区
|
水蜜桃视频在线观看播放
|
欧美成人精精品一区二区三区网站
|
惠民福利日韩AV无码成人精品国产
|
亚洲欧美日韩一二三在线观看
|
黄色不用登录不要钱
|
一边吃奶一边做边爱完整版
|
亚洲人人妻偷人人
|
a成在线观看网站
|
正能量网站你懂我意思正能量www下载破解
|
中文字幕韩国三级少妇在线光看
|
中国大陆黄色毛片在线播放不卡
|
9国产亚洲AV综合人人澡精品
|
成人精品久久久免费
|
久久—爽—国产精品—久久
|
丝袜美腿女邻居人妻中出
|
久久欧美AⅤ无码精品网站
|
免费久久久久久精品成人欧美大片
|
天下第一社区视频welcome
|
国产婷婷一区二区免费不卡
|
毛片特一级在线视频
|
国产初高中生粉嫩无套第一次
|
国产成人深夜视频在线观看
|
欧美日韩免费成人一级片
|
乱码一线二线三线新区破解版
|
工口游戏绅士们的免费入口
|
一级毛片a免费播放王色
|
精品亚洲国产av无码专区一区
|
A级毛片免费观看大全
|
国产亚洲日韩欧洲一区五月天
|
天下第一社区视频welcome
|
少妇午夜啪爽嗷嗷叫视频
|
无码高清一区二区三区四区
|
国产一区二区在线播放米奇
|
亚洲国产高潮在线观看
|
国产黄在线视频免费观看和
|
亚洲四虎美女视频
|
精品欧美激情在线看
|
国产一区二区高清在线
|
中字幕一区二区三区视频播放
|
av无码不卡永久免费
|
成+人+综合+亚洲欧美国产
|
亚洲一级av无码毛片不卡麻豆
|
yellow字幕中文在线观看
|
欧美日韩激情一区在线
|
高清精品中文综合
|
久久精品熟女亚洲AV艳妇
|
婷婷久久久久亚洲AV片无码
|
国产一级生活片欧美性爱亚洲
|
亚洲不卡无码ąv中文字幕
|
日韩精品一区二区蜜臀av
|
日韩中文字幕无码视频专区
|
又粗又硬又爽国产毛片
|
国产普通话无套内谢三饭片
|
一区二区粉嫩高清AV
|
色a资源在线一道本无吗一区
|
无套内射蜜桃小视频
|
日本网站中文字幕成人亚洲
|
精品久久无码视频一区
|
国产毛片精品一区二区嗯啊
|
国产 亚洲 制服 无码 中文
|
五个黑人玩一个女5p的小说
|
激情综合丁香婷婷六月
|
成人影视一区二区三区在线
|
H高潮嗯啊娇喘抽搐高视频
|
国产精品视频一区二区色戒
|
久久久老熟女一区二区三区91
|
在线视频韩日乳 无码
|
亚洲少妇av导航
|
在线观看欧美精品
|
成人一区二区三区免费观看
|
亚洲三级av手机在线免费观看
|
欧美一级免费观看成人
|
黄色av电影在线免费观看
|
无码cosplayav在线网站
|
亚洲成av人片乱码
|
国产普通话对白呻吟在线
|
久久天天躁狠狠躁夜夜Av
|
激情中文字幕亚洲欧洲久久
|
四虎永久免费网站免费观看
|
国产精品久久夜夜爽
|
精品人妻无码精品一区二区三区
|
婷婷五月天六月天
|
99久9久免费国产动漫
|
欧美日韩免费成人在线视频
|
精品國產亞洲一區二區三區在線觀看
|
精品丝袜国产高清自在线拍
|
亚洲国产麻豆综合一区
|
狠狠丁香亚洲综合久久
|
黄色免费福利影院
|
亚洲无码高清在线观看影院
|
亚洲国产欧洲av
|
国产精品爆乳美女在线播放
|
无码在线观看区一区二区三
|
欧美动漫国产日本在线
|
欧美在线视频综合成人网
|
亚洲91精品麻豆国产系列在线
|
在线播放国产熟睡乱子伦
|
国产成人亚洲精品蜜芽
|
日本中文字幕最新资源
|
久久精品中国日韩无码a'y
|
国产2018久久久黄片
|
99精品偷拍视频一区二区三区
|
淫色综合网站
|
av无码不卡永久免费
|
亚洲AV无码国产精品色午七夜
|
国产日韩欧美色图
|
911国内在线自产免费观看
|
亚洲精品高清中文字幕
|
国产成人无码a区电影
|
亚洲va国产va天堂va在线
|
亚洲va国产va天堂va在线
|
婷婷五月丁香久久
|
男女一起爽爽爽视频免费
|
日韩激情综合网久久99久久
|
国内精品免费午夜一级毛片
|
亚洲国际精品素人AV
|
白丝一区二区
|
亚洲三级av手机在线免费观看
|
中文字幕欧美中文字幕
|
www日日夜夜久久
|
级国产乱理 片在线观看
|
中文字幕毛片精品无码视频
|
天堂国产v欧洲v日韩
|
国产高清在线免费看的
|
国产äv电影区二区三区曰曰骚网
|
国产精品性爱视频亚洲国产黄片
|
仙人掌嘿呦嘿呦网站推广
|
日韩欧美一级特黄片
|
日韩无码三级电影免费观看网址
|
日韩中文在线久草热视频
|
国产又爽又黄又无遮蔽在线观看
|
精品动漫免费二区亚洲
|
亚洲第一人伊狼人久久
|
免费一级毛片麻豆精品
|
国产日韩视频在线一区播放
|
99re一区二区这里只有精品在线观看
|
成人精品久久亚洲欧美成人综合在线
|
911吃瓜黑料反差婊
|
精品无码一区二区三区不卡无码
|
日本一级片在线观看
|
日本网站中文字幕成人亚洲
|
中文无码一区二区不卡av
|
国产超碰人人做人人爽ā大片
|
男生女生一起差差差免费下载安装大全熊猫
|
久久精品女人天堂
|
亚洲AV秘片一区二区三区
|
久久无码午夜体验区
|
精品动漫免费二区亚洲
|
日韩午夜有线影院视频
|
亚洲一日韩欧美中在线观看
|
国产高潮精品呻吟久久∧v无码
|
日韩一区二区三区北条麻妃
|
亚洲日韩欧洲无码av夜夜摸无码
|
一级欧美一日韩片一级二级
|
欧美日本aⅴ免费久久
|
亚洲免费成人av电影
|
免费人成视频年青人在线无毒不卡
|
本站收藏大量国产精品国产一区二区三区
|
亚洲三级毛片在线观看高清
|
精品国产高清在线看国产
|
av无码电影在线看免
|
99久久国产亚洲高清观看大全
|
国产美女精品免费视频观看
|
无码国产97精品久久久久孕妇
|
美女一级自慰片免费看
|
三级片免费一区二区
|
老师好紧我要进去了久久小说
|
色欲色欲蜜桃麻豆
|
国产精品高清尿小便嘘嘘
|
日韩丝袜福利在线
|
囯产精戌人品2021
|
国产热门福利网在线观看
|
五月婷婷丁香综合视频
|
麻豆成人免费av
|
国产视频第一页在线播放
|
视频一区二区三区视频一区二区
|
69xxxx高清久久极品欧美天堂
|
国产精品美女久久久婷婷网站
|
一女被两根凶猛挺进视频
|
97精品日韩一区二区三区
|
极品大白腿女神粉嫩嫩啪啪
|
2019精品国产自在
|
免费一看一级毛片看片
|
久久9亚洲福利视频
|
97久久超级人人
|
91欧美一区二区三区电影天堂
|
国产岛国高清视频在线
|
音影先锋男人免费欧美国产
|
亚洲播放一区二区
|
男女做那个免费视频网站
|
波多野结超清无码中文影片
|
少妇极品熟妇人妻高清性色av
|
一女被两根凶猛挺进视频
|
最近在线更新中文字幕
|
香蕉久久99综合一区二区三区
|
国产精品视频来自久久久
|
日本一区二区尤物视频网站
|
亚洲欧洲日本免费看
|
欧美成人日本成人手机在线
|
天堂综合久久久黄色一级中文毛片字幕
|
怡红院免费全部视频在线视频
|
大橋久未無碼吹潮在線觀看
|
精品久久免费视频
|
天下第一社区视频welcome
|
欧美国产精品中文另类
|
欧美日韩精品高清一区二区女人
|
A无码国产在线看免费网站
|
国产a级精品一区二区免费看视频
|
他用舌头给我6次高潮
|
久久精品国产99精品国产亚洲
|
亚洲日韩欧美在线午夜
|
国产免费无码专区视频在线观看
|
国产一区二区三区乱伦
|
又爽又高潮国产亚洲精品
|
av有码在线免费看
|
欧美黑人巨大videos精品男男
|
国产AⅤ无码专区亚洲A∨综合网
|
高清精品一级毛片
|
欧美又大又硬又粗BBBBB影院
|
先锋中文字幕在线资源
|
久久精品aⅤ中文字幕
|
国产69精品剧情视频
|
青草青草久热精品视频69
|
超黄超爽的黄色av网站
|
国产精品久久成人AV电影
|
日韩精品一级毛片免费视频
|
思思久久96热在精品国产高清
|
五月婷婷国产在线
|
爱情岛亚洲 国产
|
校花的凌羞辱日记高H女女
|
全国三级网站在线免费观看
|
青青青国产色视频在线观看
|
影音先锋无码a∨男人资源站
|
亚洲AV无码久久精品网
|
亚洲伊人久久综合图片
|
岛国av无码免费无禁播放器
|
国产高中生偷尝禁果视频大全
|
日韩人妻无码免费视频一二区
|
亚洲欧美日韩激情一区二区
|
永久免费无码国产网站
|
超碰97国产欧美18禁
|
性盈盈影院中文字幕在线
|
人妻少妇精品系列短文
|
青青草原综合网
|
波多野结衣家庭教师good
|
亚洲午夜久久福利
|
精品热映电影天堂在线观看免费完整版
|
囯产精品国产三级国
|
日韩精品妓女在线观看视频免费
|
级国产乱理 片在线观看
|
欧美牲交a欧美牲交aⅴ免费看
|
在线无码不卡的AV
|
日韩国产精品视频一区
|
91国在线国内在线推放
|
H高潮嗯啊娇喘抽搐高视频
|
久久精品国产99国产
|
亚洲av优女天堂熟女妓女
|
日韩激情毛片免费观看
|
國內精品人妻無碼久久久影院導航
|
久久久精品波多野结衣av
|
亚洲av片久久综合网
|
手机看片福利永久国产漫画
|
激情综合丁香婷婷六月
|
99无码国产成人精品
|
国产一级a特黄大片做受在线观看
|
亚洲第一精品卡通动漫在线观看
|
国产成本人片无码免费2020
|
久久精品國產清高在天天線
|
国产9i精品女同一区二区
|
黄色软件免费给我啊啊啊呀不要
|
宅男噜噜噜66网站在线观看
|
乱人伦人妻中文字幕无码
|
水蜜桃视频在线观看播放
|
九九电影网456亚欧视频
|
日韩特级毛片久久国产电影
|
欧美亚洲国产目韩成人综合
|
无套内射蜜桃小视频
|
久久人与动人物a级毛片一
|
秋霞电影网一区二区
|
啦啦啦 中文 中国 免费 高清在线
|
久久WWW成人免费网站
|
亚洲日韩人妻一二三区
|
波多野结衣av一区二区三区中文
|
国产经典一区二区三区蜜芽
|
人妻无码系列一区精品
|
狼群影院在线观看
|
亚洲激情第一区第二区
|
又爽又黄色片又爽
|
最近2024中文字幕国语视频
|
国产欧精品一区久久久久久
|
午夜丝袜一区二区在线观看
|
国日韩毛片精品高清免费
|
国产av一区最新精品精品无码国产av一区二区
|
精品人妻一區二區三區四區
|
国产一级生活片欧美性爱亚洲
|
国产又爽又大又黄A片软件
|
亚洲AV无码乱码国产一区
|
福利一区二区不卡国产
|
国产精品美熟女一区二区
|
国产主播在线观看精品
|
国产成人亚洲精品蜜芽
|
欧美多毛老妇深喉交视频
|
亚洲精品国产欧美日韩在线
|
国产欧美日韩中文字幕第一页
|
中文字幕被公侵犯的漂亮人妻
|
国产蜜芽尤物在线一区
|
久久精品国产亚洲AV午夜
|
亚洲中文字幕无码久久不卡蜜臀
|
曰批免费视频播放40分钟完整在线观看
|
国产午夜福利线视频
|
性欧美jiZZHD精品欧美菊
|
无高清人妻一区二区
|
国产精品免费黄色视频
|
日本h无羞动漫在线观看网站
|
亚洲精品高清一二三区久久
|
日本av最好看的女优
|
特黄特毛一级片免费在线观看
|
亚洲国产欧美一级影片
|
色欲色欲蜜桃麻豆
|
蜜桃视频污版网址大全
|
中国大陆黄色毛片在线播放不卡
|
免费ä级在线观看完整片
|
双男车车的车车网站w98免费
|
无码人妻丰满熟妇精品区
|
亚洲不卡无码ąv中文字幕
|
欧美日韩被狂躁精品
|
久久国产高清一级毛片无码
|
亚洲色图中文无码
|
少妇隔壁人妻中文字幕
|
精品无人国产偷自产在线日本
|
亚洲精品一区二区三区麻豆
|
国产视频高清
|
国产精品国产三级区别日本护士野外XXXHD
|
婷婷国内一区二区三区香蕉
|
办公室被三个老板玩弄
|
猫咪APP在线观看
|
最真实国产抽搐高潮露脸在线观看
|
亚洲无码一区二区三区四区在线观看
|
一道久高清免费无码
|
久久久91免费看`日韩一区二区
|
97人人揉人人捏人人添电影
|
亚洲AV成人片在线观看天堂无码
|
久久精品熟女亚洲AV艳妇
|
国产精品jizz观看
|
在线观看潮喷失禁大喷水无码
|
丝袜无码国产专区
|
久久亚洲国产精品网站
|
四虎精品久久久
|
福利免费三级现频在线观看
|
亚洲A国产AV综合AVvr
|
人妻被按摩到潮喷中文不卡。
|
日韩欧美另类一区精品在线
|
欧美激情中文字幕第八页视频
|
天海翼视频在线观看
|
性色aV一区二区天美传媒
|
lubuntu免费下载网站
|
色噜噜AⅤ熟女人妻系列大岛优香
|
v欧美精品v日本精品
|
亚洲精品免费日本
|
欧美黄视频在线观看
|
日韩精品免费在线观看
|
日本在线不卡视频
|
9l视频自拍蝌蚪9l视频
|
阿娇视频国产精品久久
|
日韩欧美日韩第一区在线
|
国产女主播午夜福利
|
99久久精品一区人妻å黑
|
亚洲精品乱码综合久久
|
日韩制服丝袜高清有码在线
|
亚洲视频一区二区不卡播放
|
亚洲美女国产精选99
|
国产精品精品无码国产污污污免费
|
奇米第四狠狠777高清秒播
|
日韩美女一区二区三区四区
|
国产精品免费视频色无码
|
免费观看在线aa
|
日韩欧美动漫国产制服
|
国产人妖h视频在线观看
|
香蕉樱桃水蜜桃猕猴桃菠萝
|
欧美精品一二区在线观看
|
久久精品欧美一区二区三区
|
特级淫片aaa毛片视频免费看大全
|
丁香五月天之婷婷综合缴情
|
日韩视频在线观看
|
亚洲欧美日韩一二三在线观看
|
久久久精品人妻一區二區三區四
|
久久精品国产色综合AV
|
欧洲爆乳AV一区二区三区
|
久久久国产精品免费A片分
|
免费日韩欧美在线观看
|
婷婷成人亚洲综合小说
|
亚洲综合精品日本
|
一级小视频免费国产
|
亚洲äV无码äV吞精久久
|
亚洲 欧美 日韩在线
|
亚洲中文字幕综合久久
|
亚洲国产麻豆综合一区
|
天堂va亚洲va欧美va国产
|
日本網站在線播放
|
亚洲欧美日韩一区二区不卡五月丁
|
黄色香蕉视频APP
|
色呦呦一区二区三区免费
|
亚洲精品一卡2卡3卡三卡四卡
|
日韩大片91免费观看视频播放
|
亚洲动漫第一页
|
中日韩精品视频一区二区在线观看
|
国产精品成人观看视频网站
|
十八美女毛片免费看
|
久久久久熟女丝袜美腿三级
|
亚洲色国产av天堂
|
国产免费高清视频a一区二区三区不卡
|
天天人人综合影院app
|
在线观看视频中文字幕一区二区三区
|
日本一道本a欧美牲交一道本
|
邻居爆乳少妇一区二区三区
|
国产欧美日韩在线播放一区
|
国产精品青青在线观看爽
|
久久久久久亚洲精品不卡性色åv
|
国产在线精品欧美乱
|
狼友视频在线
|
欧美五十风韵犹存的熟妇
|
国产免费夜福利一区二区三区
|
一级毛片AAA免费无码綠色網站
|
av无遮挡免费观看在线网站
|
波多野结衣家庭教师good
|
久久—爽—国产精品—久久
|
欧美日韩a在线播放
|
sese视频在线观看
|
国产精品午夜91
|
亚洲二区三区四区五区无码
|
国产欧精品一区久久久久久
|
99热亚洲综合日韩精品
|
天天摸夜夜添夜夜无码久久
|
挤奶+玩弄跪趴嗯啊
|
精品国产高清在线看国产
|
狠狠丁香亚洲综合久久
|
玩弄少妇人妻
|
91小视频在线观看app最新版
|
精品无码一区二区三区不卡无码
|
国产亚洲精品久久久久婷婷图片
|
无码av中文一区
|
99麻豆精品99久久
|
国产曰批免费视频
|
成+人影片+免费观看777
|
A网站一区二区三区
|
黄色软件色多多
|
国产交换夫妇三个玩一个
|
曰批免费视频播放40分钟完整在线观看
|
亚洲色大网站www永久网站
|
中文字幕无线码中文字幕下载
|
国产在线看片网站
|
亚洲人成网站精品片在线观看
|
中文字幕无码72页
|
国产夜趣福利免费视颁
|
亚洲第一理论片
|
国产成人免费不卡在线观看
|
一区二区久无码久免费视频
|
中文字幕无码人妻av婷婷
|
91视频网国产一区二区
|
caopren免费视频国产
|
无码专区人凄一级在线播放
|
国产精品美女被操
|
天天做天天爱夜夜大爽完整
|
国产精品亚洲欧美一级在线
|
国产精品一区二区韩国AV
|
亚洲成āV人片在线观看无
|
四虎免费在线播放无码婬A级毛片免费专区
|
韩国三级《吸奶头》电影
|
99久久一毛二区精品无码
|
国模自拍视频一区二区三区
|
无码cosplayav在线网站
|
成人在线观看丰满少妇
|
日韩欧美国产自拍激情电影
|
亚州综合激情另类久久久
|
2022最新不卡国产毛片
|
亚洲不卡无码ąv中文字幕
|
午夜国产a精品一区二区
|
免费看av大片网站在线观看
|
精品福利在线永久播放
|
sese视频在线观看
|
青青草色久综合网
|
伊人久久大香线蕉综合08
|
国产伦乱码精品一区二区三区
|
无码aⅤ免费一区二区三区
|
久久精品日本东京热
|
精品爆乳一区二区三区在线播放
|
亚洲乱码在线无码av
|
亚洲综合无码人成在线
|
无码中文字幕4444
|
一边吃奶一边做边爱完整版
|
深夜国产福利在线
|
少女初欢电影免费观看
|
久久综合色播亚洲淫视频
|
一日本道伊人久久综合影
|
国产日韩在线观看不卡
|
精品人妻久久久久久666不卡
|
果冻传媒视频在线播放
|
果冻传媒AⅤ毛片无码蜜桃
|
二区三区人人妻人人精品视频
|
国产尤物视频91在线
|
成年轻人网站色直接看
|
丰满精品人妻少妇久久字幕
|
影音先锋熟女av鲁色资源网
|
狠狠爱精品福利一区二区
|
日本黄漫无码视频在线观看
|
涩涩色中文综合亚洲
|
日本韩国亚洲精选
|
窝窝人体色www色聚窝
|
亚洲中文字幕制服丝袜电影
|
日韩欧美一区二区奇米
|
www插插插无码免费视频
|
无码适合夫妻看的视频
|
青青操黄色在线视频观看
|
69福利在线视频国产
|
国产专区亚洲欧美另类在线观看
|
暖暖a级毛片在线视频免费看
|
国产免费一区二区三区精品在线
|
韩国电影外出在线观看
|
欧美大杳蕉视频在线观看
|
玖玖玖国产精品
|
香蕉久久A Ⅴ一区二区三区
|
日韩美女一区二区三区四区
|
国产在线观看波多野结衣
|
亚洲综合无码久久
|
久久久婷婷婷亚洲五月激情
|
草莓APP下载国产在线
|
午夜一级毛片免费播放
|
成年黄网站18禁免费观看一区
|
国产一区二区在线播放米奇
|
日产有线一区2区三区
|
午夜影院免費體驗
|
2018高清日本一道国产在
|
九九精品视频在线观看
|
高清在线精品亚洲欧美日韩中文字幕在线
|
国内大91人妻人人澡人人爽人人精品
|
亚洲Av综合日韩精品久久久
|
国产伦精品一区二区三区女
|
亚洲欧美卡通
|
男Gay同志AⅤ高清免费软件
|
久久中文字幕久久无码最熱門最齊全電影!
|
插 爆乳 啊 呻吟 爱 在线观看
|
伊人色综合久久
|
亚洲AV无码乱码国产一区
|
房四四房欧美色播日韩热播
|
精品少妇一区二区三区在线
|
岛国毛片99在线播放
|
日韩无遮挡一级无码毛片
|
又爽又黄A片免费观看直播蜜桃
|
久久这里只有精品三级
|
国产午夜福利不卡在线观看
|
西西人体44renti高清亚洲
|
日韩成人无码一区二区视频
|
日日日亚洲老鸭窝国产91
|
99久久精品国产综合影视
|
久久这里只有精品三级
|
五月六月丁香婷婷玖玖
|
大菠萝官方APP在线观看
|
{制服丝袜第10页综合
|
肉体奉公在线观看中文
|
91探花视频免费播放
|
精品久久久久久久国产潘金莲
|
亚洲欧洲性爱色网视频
|
中文字幕韩国三级少妇在线光看
|
国产一区二区在线午夜精品
|
国产9i精品女同一区二区
|
色噜噜AⅤ熟女人妻系列大岛优香
|
日本黄漫无码视频在线观看
|
国产精品久久久亚洲直播
|
人人妻人人澡人人爽人人精品直播
|
一级毛片AAA免费无码綠色網站
|
欧美另内亚洲日本俄罗斯
|
思思99re久久精品国产首页
|
奇米影视888欧美影院婷婷社区
|
国产一区二区观看一分钟
|
日本一大新区免费高清不卡
|
国产精品免费黄色视频
|
国产偷搞自拍视频区gq
|
国产乱婬AV麻豆国产免费
|
中国丝袜丝交nylons视频
|
女性喷液过免费视频
|
久久久久免费经典av麻豆传媒
|
亚洲美女久久99中文字幕
|
无套中出极品人妻
|
人妻 丝袜美腿 中文字幕在线视频
|
亚洲国产成人久久综合碰亚洲vs日韩vs欧美vs久久
|
成人精品在线观看
|
高潮喷水精品无码喷水av
|
国产精品九九一区视频
|
亚洲午夜成人免费毛片一区二区三区
|
啊轻点灬太粗嗯一路向阳
|
国内精品午夜久久久久影院
|
国产免费的野战视频
|
无码97色伦在色在线播放
|
亚洲资源在线播放
|
亚洲欧美一区二区三区二厂
|
精品国产高清自在线一区
|
天天躁日日躁狠狠躁精品推荐
|
亚洲日韩精品东京热一区
|
激情五月婷婷影音先锋
|
久久久最近免费字幕中文大全
|
国产精品1区免费影视
|
精品久久无需播放器
|
国产噜噜噜视频在线观看
|
亚洲和欧洲一区三区免费视频
|
18禁成人午夜免费网站在线
|
又黄又大又粗又硬的无码色网视频
|
无码人妻精品视频一区二区三区99
|
婷婷成人亚洲综合小说
|
无人观看免费黄片视频
|
亚洲国内自在线黄片
|
国产日韩视频在线一区播放
|
日本ąⅴ大伊香蕉精品视频
|
国产免费乱理伦片在线观看
|
国产欧美精品天堂综合第一区
|
亚洲精品成人午夜无码
|
苍老师40集全免费播放
|
国产白浆视频你懂的
|
国产精品一区二区韩国AV
|
成人av网址一区二区三区
|
亚洲av无码一区二天堂
|
亚州综合激情另类久久久
|
欧美色图综合精品91
|
女人自熨的视频喷水免费视频
|
蜜桃av秘 无码一区二区三区下载
|
日韩亚洲成人毛片
|
XXXXX日本 日本熟妇
|
公的下面好大弄得我好爽
|
一级黄色做A视频在线观看
|
国产久免费热视频在线观看互動交流
|
国产av麻豆一区二区
|
国产农村妇女毛片精品久久资讯
|
欧美日韩亚洲国产无线码
|
一区色多多巨大久久久特级aa
|
亚洲国产嫩草影院
|
青青草原在线播放
|
欧美影片一区二区三区
|
东北寡妇特级毛片免费
|
日韩欧美 中文写募第一页
|
国产精品一区二三区久久
|
欧美精品一区二区三区99
|
国产不卡一级无码av片
|
日韩精品A片一区二区三区
|
国产伦理精品一区二区
|
三十六式春床图片及
|
久久久久久久99精品欧美产片
|
97人妻碰碰碰无码视频
|
男生和男生一起差差差很痛APP大全免费下土
|
在线中文字幕视频
|
在线观看视频欧美
|
国产免费一区二区三区精品在线
|
免费高清理伦片a片在线观看
|
三级欧美亚洲国产
|
窝窝人体色www色聚窝
|
密桃精品无码一二三区
|
成人无码精品一区二区三区
|
另类专区欧美亚洲国产
|
蜜桃av精品少妇人妻天美传媒
|
尤物少妇久久综合九色综合
|
免费无码十八禁91桃色软件
|
久久国产精品福利短片
|
99热这里只有精品88
|
亚洲一区二区三区不卡影院
|
欧美精品高潮一区二区
|
国产精品中文字幕一区
|
亚洲三级av手机在线免费观看
|
av永久网站免费观看
|
亚洲国产视频一区二区
|
国产免费经典三级
|
久久这里只有精品国产免费99
|
国产三级片在线播放
|
性色一区二区
|
毛片高清免费网址在线
|
国产精品jvid在线观看
|
成码无人av片在线电影网站
|
色男人的天堂
|
激情av东京热男人的天堂
|
99久久久免费精品国产99
|
文中字幕一区二区三区视频播放
|
欧美日韩线免费观看乱码
|
久久网免费人成
|
欧美黄视频在线观看
|
久久精品国产亚洲av夜色九虎
|
97超碰在线公开免费
|
亚洲无码专区在线观看
|
欧美天天爽夜夜爽人人爽40岁
|
欧美成版人版在线播放
|
77777亚洲熟妇av影院
|
惠民福利国产在线精品一区二区在线观看
|
国产成人ÄV片在线观看
|
最新1024狼友在线
|
91麻豆精品一区二区三区
|
亞洲一區二區三區四區在線觀看
|
久久久无码精品喷水va成人专区
|
好男人在线社区www在线播放
|
亚洲日韩在线精品视频第二页
|
国产大胸视频在线观看
|
久精品视频在线观看免费
|
亚洲国内女性内射第一区二区
|
亚洲日韩成人电影
|
华人色网网站
|
蜜臀AV午夜福利永久福利
|
性色欧美激情中文字幕
|
闷骚的60老熟女人15p
|
秋霞视频在线观看国产
|
人妻无码中文字幕AV不卡
|
免费的色播影院性播私人影院
|
天天躁夜夜躁狠狠躁2021
|
好爽好紧大伊人久久
|
欧美性黑人极品hd另类
|
中文精品无码高潮在线
|
夜夜骑天天操
|
91抖音在线下载
|
人妻少妇精品中文字幕a∨蜜桃
|
青青在线视频免费观看
|
五月花中文字幕aⅤ
|
国产偷窥女洗浴在线播放
|
黄色成人在线免费
|
亚洲欧洲一卡二卡三卡
|
波多野结衣国产一区二区在线观看
|
青青伊人久久熟女久久尤物
|
精品人妻aⅴ区乱码久久蜜臀免费
|
受辱教师娇妻呻吟交换
|
日本午夜影院曰韩性爱视頻大全
|
欧美日韩1区2区3区色啦啦
|
夫の上司に犯在线观看
|
九九re精品视频播放在线播放
|
欧美午夜免费在线生活片
|
自拍偷拍国产一区二区
|
成年女人粗暴毛片免费观看
|
被男人吃奶跟添下面特舒服动漫
|
国产中文字幕Av日韩精品一区二
|
日本一区二区三区成人高清视频
|
国产一区二区在线午夜精品
|
1000部啪啪未满十八勿入中国
|
天堂va亚洲va欧美va国产
|
农夫娱乐av影院在线观看
|
日韩国内欧美国产精品
|
少妇爽到嗷嗷嗷叫视频
|
国产馆无码视频在线播放
|
亚洲色偷偷偷网站色偷一区色欲
|
亚洲最新a在线观看
|
久久青草国产成人成人片
|
手机看片a v在线视频
|
一级理论片一级毛片
|
在线播放国模
|
三级4级全黄高清
|
全部费免一级毛片不收费
|
国产福利视频1区2区3区4区
|
电脑av成人网在线看直播在线
|
欧美日韩一区二区精品久久
|
国产精品柳州莫菁69影院
|
波多野结衣在线观看精品视频
|
精品少妇人妻久久免费app
|
亚洲少妇综合一区
|
在线日产国产一区二区
|
成人夜色视频在线观看网站
|
精品人妻aⅴ区乱码久久蜜臀免费
|
亚洲AV无码国产精品色午七夜
|
天堂va欧美va亚洲97伦
|
在线视频你懂的国产福利
|
在 线 视 频 欧美一区二区
|
77777亚洲熟妇av影院
|
中文字幕韩国三级少妇在线光看
|
衣服都掀起来把奶罩都丢上来小说
|
午夜福利久久精品一区二区三区
|
日日夜夜婷婷
|
含羞草实验研官方究所入口地址不用下载
|
国产猛男猛女无遮挡免费视频
|
欧美日在线观看一区二区三区
|
国产日韩欧美动漫
|
av在线激情网站
|
亚洲 欧美 精品
|
亚洲美女久久99中文字幕
|
91va国产在线观看
|
国产精品欧美一区二区在线看
|
好男人在线社区www在线播放
|
2024播放灌醉水嫩大学生国内精品
|
久久久成人精品四区
|
(凹凸視頻)久久久精品无码中文天美
|
国产又色又爽精品无码的视频
|
男人的天堂亚洲中文字幕
|
精品国产AV一区二区WWW
|
无码专区无码专区视频
|
天堂亚洲日韩专二区
|
亚洲欧美日韩aⅴ在线观看91
|
无码人妻久久一区二区三区69
|
男人天堂亚洲Av日韩Av
|
亚洲精品在线观看麻豆
|
久久精品国产色综合AV
|
国产无码第一页国产视频在
|
免费乱理伦片在线观看老妇
|
大片全部在线免费观看
|
久久内射天天玩天天懂色
|
惠民福利国产精品成人无码久久久
|
最近最好看的中文字幕在线
|
久热思思热这里只有国产中文精品
|
精品人妻无码中文字幕在线
|
久久九熟女一区二区
|
国产乱伦污污动态视频
|
99久9久免费国产动漫
|
亚洲无码黄色电影
|
成人免费无码不卡毛片视频
|
亚洲v国产v日韩v欧美v
|
甜蜜惩罚在线观看免费
|
夜夜澡天天碰人人爱av
|
在线观看亚洲一区二区三区
|
亚洲最猛黑人xxxx黑人猛交
|
中文字幕无码人妻av婷婷
|
午夜精品免费福利
|
人妻制服丝袜无码视频
|
国产精品一区二区999擔世界
|
国产黄色乱淫一区二区三区
|
亚洲视频网友自拍
|
精品午夜美女视频
|
成人在线一区二区网站
|
91桃色污污在线观看
|
脱警花警服露大白乳
|
最新欧美日本亚洲韩国一区
|
久久久无码精品亚洲日韩蜜桃
|
东京热2干黑人
|
高清免费A级在线观看
|
在线欧洲中文字幕AV电影
|
特黄美女免费看成人不卡大片
|
在线亚洲自网站
|
av中文字幕免费播放
|
无码在线观看区一区二区三
|
欧美日本道加勒比一区二区三区
|
全部裸体做爰大片免费看网站
|
欧美肉体狂欢派对在线观看
|
深夜国产福利在线
|
国产精品国产精品国产精品
|
AV人人夜夜澡人人爽
|
日韩久久高清无码视频
|
成 人 网站 免费 在线
|
乱女熟妇综合一区二区三区
|
无码毛片区免费A∨视频
|
国产成人秘一区二区三区东京热
|
久久青青草原国产精品免费
|
免费人人潮人人爽一区二区
|
国产成人高清视频免费播放
|
97人人揉人人捏人人添电影
|
亚洲综合国产一区二区三区久久
|
青青青在线视频国产18
|
在线亚洲人成电影网站色www
|
2021国产拍精品系列观看
|
无码国产在线看麻豆
|
丰满大屁股熟女啪播
|
91女人18毛片水多国产
|
欧美国产在线一区二区三区人
|
亚洲国产 欧美 日韩 亚洲αv
|
国产三级漂亮护士和医生上班
|
无码人妻一区二区三区在线看
|
日韩乱码精品一区二区中文字幕
|
亚洲中文字幕无码一二三四区
|
亚洲精品乱码综合久久
|
久久久久久免费人妻
|
久久久国产精品免费不卡
|
色se02短视频永久网站
|
亚洲日韩一区二区樱花视频
|
亚洲日韩色欲色欲无码久久
|
丁香五月开心婷婷
|
免费的色播影院性播私人影院
|
精品国产91久久久无码
|
亚洲精品aav婷婷在线天天在线
|
天堂av在线免费观看
|
一级a毛片免費欢看
|
狼群影院在线观看
|
99经典黄频在线观看免费日本
|
国产伦精品一区二区三区免.费
|
亚洲综合激情久久综合日韩久久免费影院观看
|
欧美激情A一区二区
|
国产普通话对白呻吟在线
|
狼群影院在线观看
|
伊人久久大香线蕉综合08
|
美女视频午夜影院国产
|
理论片国产在线观看
|
亚洲欧美日韩一区二区不卡五月丁
|
息与子猛烈交尾在线播放can
|
日本美人妻OL美脚OL视频网
|
日韩中文字幕无码一区二区三区
|
日韩人妻无码免费视频一二区
|
二区三区人人妻人人精品视频
|
k频道橹橹男宅影院在线观看
|
免费久久久久久精品成人欧美大片
|
免费一级e一片在线播放
|
九九电影网456亚欧视频
|
69xxxx高清久久极品欧美天堂
|
国产精品va无码免费
|
日本91中文字幕
|
成人做爰视频www看片会怎样
|
一二三免费色网视频
|
九九九九九热
|
日本一区二区三区免费高清
|
亚洲免费小视频
|
日韩亚洲欧洲在线com91tv
|
欧美大胆A级线上视频
|
鉴定师app免费视频
|
国产蜜芽尤物网站免费
|
日本久久网站免费观看
|
免费a级毛片无码蜜芽欣赏
|
中文字幕无码人妻av婷婷
|
欧美伦精品一区二区三区视频
|
av无码免费岛国动作片不卡
|
国产精品不卡av免费
|
中日少妇精品一区
|
人妻无码中文字幕AV不卡
|
一级无码在线
|
中文字幕无码免费久久一区
|
亚洲搞基视频
|
无码国产97精品久久久久孕妇
|
又爽又高潮国产亚洲精品
|
亚洲色图亚洲一区
|
人妻双飞在线播放
|
在线综合亚洲日本欧美
|
亚洲午夜成人免费毛片一区二区三区
|
中文字幕人妻无码中字
|
高清无码在线网址
|
野花香在线视频免费观看大全
|
香港三日本香港三级人妇
|
亚洲成α人片在线观看
|
久久中文字幕久久无码最熱門最齊全電影!
|
国产成人深夜视频在线观看
|
久久久久久久99精品欧美产片
|
美女毛片视频免费影片
|
男人呻吟双腿大开男男h
|
亚洲精品国产日韩成
|
欧美亚洲午夜一区二区三区
|
邻居爆乳少妇一区二区三区
|
亚洲熟妇中文字幕
|
日韩精品少妇一区二区
|
在线免费日本亚洲视频
|
japanese在线中文无码
|
国产精品亚洲欧美一级在线
|
怡红院在线aⅴ男人的天堂
|
国产经典一区二区三区蜜芽
|
精品人妻久久久久一区二区高清观看视频
|
国产亚洲欧美另类专区
|
国产杨幂AV福利在线观看
|
免费无码伦费电影视在线
|
激情五月婷婷影音先锋
|
加勒比华人在线视频
|
夜晚被公侵犯的人妻深田中文字幕
|
歐美國產綜合日韓一區二區
|
av中文无码乱人伦
|
日韩欧美成人在线
|
老熟妇牲交视频在线观看
|
欧美一区二区三区亚洲九色
|
国产婷婷一区二区免费不卡
|
日本动漫爆乳h真人无遮挡
|
freexxoo欧美3d动漫在线
|
免费人成视频年青人在线无毒不卡
|
双人床上打扑克做运动软件
|
亚洲色图无码视频口爆无码
|
美日韩黄色一级片免费
|
波多野结衣高清无码在线观看
|
韩日无码色网视频
|
黄色在线免费观看不卡
|
久久婷婷五月综合视频
|
啊嗯哦99视频免费观看啊
|
国产真人一级毛片
|
爆乳3把你榨干哦ova免费播放
|
国产a级精品一区二区免费看视频
|
仙人掌嘿呦嘿呦网站推广
|
欧美日韩精品一区二三区在线看片
|
免费黄色成人午夜网站
|
免费无码性行为视频
|
成熟人妻换╳╳╳╳Ⅹ
|
色老99视频精品全部在线观看
|
亚洲午夜成人免费毛片一区二区三区
|
蜜桃AV麻豆AV天美AV
|
国产成人1区2区电影
|
午夜视频网址
|
激情性无码视频在线观看
|
欧洲亚洲国产综合精品
|
熟女人妻aⅴ一区二区三区60路
|
清纯唯美中文字幕免费观看
|
亚洲欧美日韩激情一区二区
|
99精品久久久久久一妻精品
|
中文字幕欧美日韩在线
|
亚洲熟妇码一区二区三区
|
亚洲综合av色婷婷
|
久久精品久久亚洲精品
|
天天摸夜夜添夜夜无码一
|
毛片av一级高清在线
|
国产一区二区在线播放米奇
|
欧美日韩高清无卡码一区二区三区
|
宅男在线午夜视频
|
国产乱伦精品一区二区
|
怡红院在线aⅴ男人的天堂
|
亚洲国产Äv成人一区二区综合精品区
|
MD0112私人麻将馆艾秋
|
德国女兵性肉体开放在线观看
|
国产又色又爽又黄刺激视频免费
|
亚洲精品一线二线三线区
|
aⅴ天堂亚洲师生中文制服
|
中文字幕日韩一区二区三去不卡
|
欧美日韩国内国模视频一区
|
精品国产ÄⅤ一区二区三区
|
国产日本911精品青草衣衣
|
久久亚洲精品中文字幕60分钟
|
国产午夜福利线视频
|
好男人在线社区www在线播放
|
手机看片国产欧美日韩免费大片观看
|
岛国av无码免费无禁播放器
|
精品国产高清久久久久久91
|
中国丝袜丝交nylons视频
|
精品國產亞洲一區二區三區在線觀看
|
午夜福利视频一区二区
|
日本高清一卡二卡三卡四卡免费
|
又大又粗又硬又色的视频
|
国产精品美女一级a裸片免费
|
青草99成人无码精品
|
波多野结衣av一区二区三区中文
|
亚洲 欧美 日韩在线
|
欧美久久精品另类国产亚洲
|
港台6部大尺度港片被禁播
|
精品久久免费观看
|
黑森林精品尤物导航
|
少妇的丰满3中文字幕电影
|
亚洲男人的天堂久久
|
超碰97国产欧美18禁
|
台湾三级香港三级在线理论
|
少妇高潮惨叫久久久久电影69
|
国内后进白嫩翘臀视频
|
亚洲欧美综合国产第一页
|
免费婷婷综合中文天堂伊人剧场三区在线观看
|
欧美亚州日韩一区二区三区
|
日韩无码三级电影免费观看网址
|
无码人妻不卡久久久一区二区三区
|
日本光体养眼美女人体艺术写真视频
|
成人福利视频导航
|
欧美一级特黄久久
|
国产在线小视频午夜三区
|
思思99re久久精品国产首页
|
亚洲av秘无码天海翼
|
久青草国产97香蕉在线视频xx
|
性饥渴少妇sex无码毛片
|
国内精品久久久久久久999
|
国产2018久久久黄片
|
世界一级毛片免费
|
色欲av无码一区二区人妻四季
|
日本91中文字幕
|
不卡在线无码国产
|
亚洲中文久久精品无
|
午夜伦欧美理片848
|
欧美日韩高清无卡码一区二区三区
|
久久久中文字幕亚洲精品
|
亚洲Äv一级在线免费观看
|
别揉我奶头~嗯~啊视频网站
|
GOGO全球大胆高清人体在线播放
|
精选一区二区三区四区五区
|
国产一级高清完整版在线观看
|
三级网站在线网
|
日本人视频国产一区二区三区
|
日本久久麻豆电影
|
老师穿开裆丝袜自慰喷水
|
中文字幕无线码中文字幕下载
|
日本一级婬片免费啪啪3软件
|
4455永久在线观免费看片
|
jizz国产丝袜18老师免费
|
日本护士高潮视频在线观看
|
国产无码性爱一区二区三区
|
国产精品毛片在线完整版SAB等
|
欧美黄色一级久久片
|
精品国产AV一区二区WWW
|
在线看片免费人成视频软件
|
中文字幕无码人妻av婷婷
|
欧美影院+老牛影院
|
96久久精品人人槡人妻人人玩
|
亚洲精品456在线播放无广告
|
艳肉观世音性三级欧美放荡办公室videos
|
国产成人你懂的在线观看
|
男同GAY毛片免费可播放
|
亚洲AV成人无码软件
|
国产精品无不卡一区二区
|
日本无码中文精品a8198v
|
亚洲日韩经典中文字幕
|
色一情一乱一片一区二区看片欧美
|
亚洲ÅV无码一区二区三区天堂
|
日韩美女一区二区三区四区
|
91爱豆传媒国产成人网站
|
亚洲热搜电影院全部免费观看
|
精品无码ąV无码免费专区
|
东京热2干黑人
|
日韩在线一区二区三区免费
|
日韩美女视频在线网站视频
|
国产精品亚洲欧美一级在线
|
国产精品一区二区韩国AV
|
午夜免费一级毛片无毒不卡
|
污污免费看锕锕锕锕锕锕
|
自拍偷拍国产一区二区
|
爱福利秒拍国产导航小视频
|
国产伦乱码精品一区二区三区
|
亚洲AV无码乱码国产一区
|
桃红色世界最快永久2023
|
先锋影音va中文资源亚洲
|
少妇毛片一区二区免费放
|
日韩欧美另类一区精品在线
|
九一视频在线观看黄
|
亚洲国产精品偷v拍久久
|
四虎影视永久在线yin56xyz
|
无码中文字幕在线人妻
|
久久99热国产亚洲精品尤物
|
午夜福利啪啪视频
|
亚洲网免费视频在线观看
|
久久中文字幕亚洲另类不卡一二区
|
日韩精品人妻系列无AV
|
久久久久久a国产免费观看
|
精品亚洲国产av无码一区二区
|
精品国产一区二区三区免费91
|
久久久一本精品99久久精品66不卡
|
色综合久久无码中文字幕红杏
|
亚洲av无码乱码在线p观看性色
|
爽好舒服无码刺激APP游
|
东京热2干黑人
|
精品亚洲国产av无码一区二区
|
少妇久久影视精品
|
国产乱码免费一区二区三区
|
亚洲欧美小说图片视频
|
清纯唯美亚洲综合久久
|
欧美成人第一二区免费
|
五月天在线婷婷色
|
蜜芽Aⅴ无码精品国产午夜
|
下面流水不遮视频
|
在线看日韩欧美精品
|
午夜无码一区二区三区在线视频
|
天天做天天爱夜夜爽女人爽
|
中文字幕人妻在线
|
天天爽夜夜爽一区二区三区
|
办公室强行丝袜秘书啪啪
|
人妻被黑人巨大中出
|
一区二区三区在线观看午夜视频
|
久久久无码精品喷水va成人专区
|
中文字幕久久波多野結衣
|
国产三级在视频精品线观看
|
特级婬片女子免费高清视频
|
日韩欧美电影一区二区三区
|
体育生边缘呻吟被榨精视频
|
校花大胸奶汁乳流奶水出来
|
亚洲老汉色av影院首页
|
大学生无套流白浆视频免费
|
无码欧洲亚洲视频在线观看
|
国产bbbbbbb免费资源
|
亚洲日韩激情无码一区2021
|
中文字幕成人午夜
|
真人h视频免费观看视频
|
欧美精品九九99久久
|
亚洲欧美日韩国产综合区
|
a人片在线观看苍苍影院
|
在线无码不卡的AV
|
a一级爱做a免费视频观看
|
探花高颜值美女国产在线
|
毛片视频2022免费看
|
国产精品资源一区二区三区
|
97奇米伊人精品视频观看
|
久久A级视频免费观看
|
久久亚洲精品免费网站
|
九一黄片免费下载
|
一二三免费色网视频
|
国产婷婷综合在线视频
|
野花香在线视频免费观看大全
|
国产猛男猛女无遮挡免费视频
|
影888午夜理论不卡
|
国产美女黄色精品
|
国产在线视频刘婷男厕所
|
久久综合本色宗合一本色
|
永久免费观看岛国av
|
不卡不卡不卡不卡在线不卡
|
偷拍精品福利一区二区
|
欧美黄色一级一级片
|
无码人妻精品一区二区金莲
|
天天天天躁天天爱天天碰2018
|
宅男噜噜噜66网站在线观看
|
日韩中文字幕不卡免费
|
色老久久精品偷偷鲁
|
狠狠鲁狠狠操
|
JUL185社长接吻秘书汗液
|
九一视频在线观看黄
|
免费ä级在线观看完整片
|
朝鲜女子杂交内射BBW
|
密臀AV在线无码
|
GOGO全球大胆高清人体在线播放
|
高清无码在线网址
|
亚洲中文字幕无码一二三四区
|
人人澡超天天碰碰中文电影
|
国产v一区二区三区在线
|
爱如潮水3免费观看日本高清
|
无码毛片区免费A∨视频
|
97色噜噜狠狠网站久久
|
一级毛片久久18
|
国产午夜激无码av毛片红杏
|
国产成人在线小视频
|
他用舌头给我6次高潮
|
99国产精品久久久久久另类
|
精品最新国产欧美
|
久久久91免费看`日韩一区二区
|
乖女太嫩了c死你h
|
久久婷婷五月综合尤物色国
|
亚洲图片一区
|
一級全免費視頻播放
|
极品粉嫩国产18尤物在线麻豆
|
欧美日韩大片在线观看
|
国产三级女主播在线视频
|
国产一级生活片欧美性爱亚洲
|
久热思思热这里只有国产中文精品
|
国产乱伦污污动态视频
|
亚洲欧美综合乱图片区小说区
|
一级无码在线
|
欧美熟妇交换久久久久久
|
亚洲欧美国产中文日韩字幕v在线
|
国产主播福利一区二区
|
五月天久久久久久
|
国产农村妇女毛片精品久久资讯
|
四虎影院成人热
|
三级自拍欧美少妇
|
国产在线xxxx五月综合一区二区
|
一级欧美电影在线观看
|
人妻系列无码专久久五月天
|
国产黄在线视频免费观看和
|
亚洲日韩人妻一二三区
|
制服丝袜在线中文字幕欧日韩
|
爱福利秒拍国产导航小视频
|
真人h视频免费观看视频
|
亚洲国产天堂久久综合226
|
日韩av在线免费在线观看
|
久久久精品国产亚洲未满成18免费网站
|
久久99国产麻豆一区二区三区网站
|
av无码国产精品久久
|
美国一级毛片完整高清
|
男人的午夜天堂国产一区
|
日本va欧美ⅴa欧美Va精品
|
欧美成人看片一区二三区尤物
|
日韩亚洲欧洲在线com91tv
|
性色av视频一区二区三区
|
成人禁在线观看午夜亚洲
|
国产97精品视频免费播放
|
无人在线观看完整免费版视频
|
黑人无码免费一级视频
|
久久电影国产精品99
|
婷婷五月亚洲综合在线观看
|
久久精品国产亚洲精品91
|
成 人 网站 免费 在线
|
精品丝袜国产高清自在线拍
|
欧美xxxx做受欧美.88
|
国产精品白拍一区二区三区
|
在线播放国产熟睡乱子伦
|
全国一级黄色大片
|
国产免费高清视频a一区二区三区不卡
|
亚洲二区三区四区五区无码
|
国产亚洲精品在人成网在线
|
欧美性黑人极品hd另类
|
日韩中文字幕av网站
|
轻点好疼好大好爽免费网站
|
日本黄色免费小视频
|
办公室强行丝袜秘书啪啪
|
久久婷婷精东一区二区三区日本
|
嘿嘿视频成年版APP下载
|
91AAA免费观看在线观看
|
好男人在线社区www在线播放
|
免费无码又黄又高潮视频
|
免费无码又爽又刺激高潮的视频
|
免费午夜精品久久久久9999
|
国产粉嫩尤物在线观看
|
国产3344vva先线播放
|
亚洲第一人伊狼人久久
|
亚洲Av综合色区无码专区桃色
|
97久久超级人人
|
中午文无线码一区2020
|
国产一区二区三区精品亚洲
|
久久亚洲综合色一区二区三区
|
精品美国产日韩一区
|
中文字幕亚洲乱码熟女一区二区一区看视频
|
成人免费毛片在线观看
|
av免费午夜福利不卡不打码
|
好男人社区在线www在线播放
|
噜噜吧噜噜色热热
|
国产精品先锋在线直播
|
惠民福利国产精品毛片无遮挡
|
亚洲人午夜网站在线播放
|
国产亚洲日韩A∨在线播放不卡
|
麻豆午夜精品视频
|
国产又黄又湿又色又刺激
|
国产一区二区高清在线
|
免费黄色av电影在线观看
|
亚洲一成av人先乱码午夜
|
高清国产日韩欧美
|
久久精品xX老女人老配少
|
狠狠色丁香婷婷综合久久小说巨大巨粗巨长
|
日本与欧美在线观看
|
亚洲αv无码乱码在线观看牲色
|
午夜精品国产精品
|
成人免费视频一区二区在线无码剧情
|
国产精品一区牛牛影视
|
国产欧美日韩在线播放一区
|
怡红院在线aⅴ男人的天堂
|
国产亚洲精品久久久久婷婷图片
|
国产精品无码va在线
|
成人a观看一区二区
|
色狠狠一区二区三区熟女探花
|
精品热映电影天堂在线观看免费完整版
|
亚洲v国产v日韩v欧美v
|
国产一级婬乱片A片AAA图片
|
天天干天天插天天射
|
国产一区二区在线午夜精品
|
日韩一区二区三区北条麻妃
|
成人亚洲A片V一区二区三区漫画
|
色欲av无码一区二区人妻四季
|
国产精品爆乳美女在线播放
|
yy111111少妇影院里无码
|
宅男噜噜噜66网站在线观看
|
精品爆乳一区二区三区在线播放
|
成人短视频网站入口
|
91AAA免费观看在线观看
|
236宅宅理论片免费A片
|
无码国产精品高清免费
|
欧美大黄特一级AA片片免费
|
老汉A∨精品视频网
|
婷婷五月天色婷婷在线
|
国产精品视频一区二区色戒
|
国产又色又爽精品无码的视频
|
99国产精品久久久久久另类
|
成人毛片在现免费看
|
国产精品αv在线观看
|
欧美日韩国产亚洲二区
|
深夜老司机福利
|
性欧美牲交在线视频
|
国产日韩在线观看不卡
|
亚洲AV秘片一区二区三区
|
在线国产视频网手机版
|
青青在线视频免费观看
|
秋霞妓女影院在线播放
|
91精品国产色综合久久ai换脸
|
日本天堂网在线观看
|
姪女太小进不去视频在线观看
|
无码人妻丰满熟妇精品区
|
婷婷综合缴情亚洲av
|
男人的午夜天堂国产一区
|
久久国产一区午夜
|
欧美日韩国产成人专区
|
边爱边宠(1v1高H)
|
电击惩罚花蒂榨乳调教小说
|
成品短视频软件大全下载手机版
|
91欧美一区二区三区电影天堂
|
欧美午夜成人免费做暖暖视频
|
欧美日韩国产美女视频
|
欧美成人午夜在线观看
|
丰满亚洲大尺度无码无码专线
|
国产午夜福利线视频
|
日日夜夜国产日韩欧美
|
苍井空AV无码一区二区三区
|
美国人人操人人干
|
日本午夜a级按摩视频
|
初撮り人妻中文字幕
|
一个人看的免费高清www资源
|
国产另类久久久久
|
亚洲精品高清一二三区久久
|
宝宝~才一根手指就不行啦车
|
久久国产亚洲综合一区二区
|
在 线 视 频 欧美一区二区
|
扒开老女人毛耸耸视频
|
精品卡一卡三卡四卡AⅤ新区
|
露脸国产野战最新在线视频
|
无码加勒比亚洲精品
|
亚洲欧美日本综合久久精品
|
手机看片日韩高清无码
|
偷拍精品福利一区二区
|
性人久久久久
|
日韩欧美成人在线
|
国产又色又爽又黄的在线观看视
|
少妇粉嫩小泬白浆流出
|
欧美大片欧美激情性色a∨在线
|
91资源在线观看
|
手机看无码av欧日韩精品
|
国产精品美女久久久浪潮AV厕所
|
精品久久久久久久人妻九色欲av
|
国产一区二区高清在线
|
香蕉久久A Ⅴ一区二区三区
|
A网站一区二区三区
|
欧洲亚洲国产中文日韩综合一区在线
|
精品国产AⅤ一区二区三区V视界
|
精品久久久蜜桃网站
|
国产熟女高潮激情露脸
|
亚洲国产成人久久综合碰亚洲vs日韩vs欧美vs久久
|
毛片特黄全黄中日抽插黄片
|
一本大道色婷婷在线
|
亚洲AV无码国产精品色午七夜
|
中文字幕在线观看2024
|
在线视频韩日乳 无码
|
手机看片国产欧美日韩免费大片观看
|
麻豆成人在线观看
|
午夜福利久久精品一区二区三区
|
国内精品午夜久久久久影院
|
夜色阁亚洲一区二区三区
|
中日少妇精品一区
|
欧美午夜不卡一区
|
在办公室你轻点啊视频
|
又大又粗又硬又色的视频
|
a一级爱做a免费视频观看
|
欧美日韩动漫福利资源网站
|
久久久国产精品成人av电影
|
最新av天堂手机在线看片资源
|
国产Aⅴ永久福利资源网站
|
91精品无码视频
|
日本光体养眼美女人体艺术写真视频
|
一级特级毛片完整版
|
国产熟女精品福利一区
|
无码加勒比亚洲精品
|
色综合日本久久综合网
|
亚洲av无码一区二天堂
|
亚洲第一成人中文在线观看
|
年轻少妇A片免费观看
|
国产福利视频一区二区在线观看
|
校花大胸奶汁乳流奶水出来
|
欧美激情中文字幕第八页视频
|
国产9i精品女同一区二区
|
亚洲日本天堂一区二区三区
|
国产毛片精品一区二区嗯啊
|
精品国产91久久久久久午夜蜜臀
|
久久综合伊人色香五月精品
|
激情成人在线观看
|
欧美牲交a欧美牲交aⅴ免费看
|
国产成人91激情在线播放
|
日韩精品综合无码一区二区
|
国产区久久久久久
|
亚洲精品456在线播放无广告
|
国产真人无码作爱视频网站
|
秋霞亚洲影院一区二区三区
|
产三级不卡在线观看视频
|
av黄片国产影视
|
特黄特毛一级片免费在线观看
|
最新欧美日本亚洲韩国一区
|
秋霞妓女影院在线播放
|
婷婷成人亚洲综合小说
|
欧美高清在线播放一区二区
|
www插插插无码免费视频
|
亚洲中文字幕无码爆乳Aⅴ
|
欧美日韩在线精品成人综合网
|
四虎永久在线精品无码视频
|
免费看全黄色的a毛片
|
97人人看碰人免费公开视频
|
人妻熟女一区二区aⅴ水野朝阳
|
可播放的男同志freeb0y
|
日韩欧美成人在线
|
在线天堂www中文
|
在线亚洲自网站
|
国产成人亚洲精品另类动态换脸|
日韩精品ⅴs欧美一区二区三区
|
中文字幕无线码中文字幕下载
|
一本大道色婷婷在线
|
日韩一级片内射视频群批
|
日本一级片在线观看
|
久国产精品欧美日韩亚洲综合一区二三
|
亚洲成人av日韩在线观看
|
欧美日韩1区2区3区色啦啦
|
伊人久久大香线蕉综合08
|
五月婷婷国产在线
|
国产精品久久久久免费a∨下载
|
久久久久国产精品影院
|
久久精品国产亚洲AV午夜
|
亚洲综合久久久精品
|
99久久国产亚洲高清观看大全
|
精产国品久久一二三产区区别
|
国产精品爆乳美女在线播放
|
成人精品久久久免费
|
先锋影音AV资源在线观看
|
毛片高清免费网址在线
|
中文字幕一二三区2021
|
久久精品久久理论片
|
91av在线视频观看互動交流
|
国产精品久久久亚洲直播
|
97色伦午夜国产亚洲精品
|
夜色老司视频在线播放
|
久久精品国产亚洲AV午夜
|
欧美高清在线播放一区二区
|
亚洲老熟女内射自偷自拍45页
|
2019中文字幕乱码在线视频
|
日韩乱码精品一区二区中文字幕
|
2020精品精品国产500部
|
国产中文在线蜜乳
|
日韩精品一区二区三区第66
|
黑丝护士自慰在线一区
|
玩弄军警粗大浓稠硕大青筋
|
中文字幕不卡一区二区三区
|
十八美女毛片免费看
|
欧美韩国日本一区二区三区
|
国产91三级精选国产韩国三级理论
|
国产精品欧美另类中文一区
|
亚洲成在人线在线播放无
|
猫咪在线永久免费观看
|
特级做a爰片毛片免线看在线
|
免费黄免费精视频网站
|
广东少妇大战黑人34厘米视频
|
黄色四虎影院
|
日韩 欧美 国产 精品 综合
|
人妻av无码专区久久绿巨人
|
亚洲熟女操逼视频
|
国家精品欧美精品日韩精品
|
麻豆国产av丝袜白领传媒
|
日韩精品人妻无码久久影院
|
日韩午夜理伦精品人妻
|
亚洲精品无码你懂的
|
在线观看国产精品无码APP
|
精品热映电影天堂在线观看免费完整版
|
色噜噜AⅤ熟女人妻深田咏美在线
|
热门欧美三级中文字幕
|
日韓免費無碼高清毛片
|
久久午夜激情视频
|
宝宝~才一根手指就不行啦车
|
亚洲乱码毛片在线播放
|
免费精品呻吟在线观看
|
国产精品思思久久无弹窗
|
人妻AVAV中文系列久久
|
在线观看国产精品无码APP
|
久久综合日本丰满熟妇
|
国产精品青青在线观看爽
|
日本高清无卡二区
|
亚洲91欧美日韩国产99成人精品影院
|
日韩av电影手机在线观看
|
免费一级毛片麻豆精品
|
一级理论片一级毛片
|
h在线观看911国产精品
|
在线观看亚洲国产黄片
|
国产精品爆乳无码色欲
|
日本一区二区尤物视频网站
|
国产免费av喷水在线播放
|
网友 自拍 视频 一区二区
|
亚洲高清在线观看av片
|
视频一区中文字幕波多野结衣
|
毛片视频网站看免费
|
亚洲人成网站精品片在线观看
|
无码高清影视国产
|
国产精品免费观看一区二区
|
一级做a爰片久久毛片美女图片
|
免费韩国三级在线手机观看理论
|
久久亚洲电影伊人
|
國產精品密播放國產免費看
|
不卡在线观看一区
|
日本午夜影院曰韩性爱视頻大全
|
精品一区二区三区日韩视频
|
产精品视频在线观看免费
|
亚洲第一无毛黄片
|
天天看片网页99re伊人
|
一区视频在线观看高清视频
|
天天添天天射
|
黄色香蕉视频APP
|
国产在线观看入口网站
|
一级伦奷片高潮无码免费久久
|
天堂综合久久久黄色一级中文毛片字幕
|
国产成人亚洲精品蜜芽
|
国产在线看片免费观看
|
宅男lu66在线网站
|
国产超薄肉色丝袜视频
|
97自拍视频在线
|
国产ăv精品一区二区视频
|
第99页亚洲精选久久久久久码无
|
午夜福利视频一区二区
|
亞洲伊人99綜合網
|
歐美日韓在線觀看視頻
|
国产一级片做视频
|
夜欲AV无码精品一区二区
|
啊轻点灬大JI巴太粗太长在线了
|
一级伦奷片高潮无码免费久久
|
欧美日韩在线视频免费公开上传
|
老司机午夜在线视频免费
|
人人澡超天天碰碰中文电影
|
风间由美一本精品久久久
|
亚洲一区二区三区无码看久久影视
|
久久亚洲韩国中文字幕综合
|
日本久久网站免费观看
|
色偷偷91综合久久噜噜噜男男
|
少妇被粗大的猛烈进出小说
|
18禁深夜A大片在线
|
亚洲六月丁香婷婷综合
|
欧美色金8天国在线视频
|
久久99国产麻豆一区二区三区网站
|
日韩欧美日韩第一区在线
|
欧美日韩国产另类综合首页一区
|
日本熟妇色最新视频
|
思思99热女女精品免费观看资讯
|
日韩av中文无码人妻无码
|
久久久久久久久国产精品免费一级特黄AAAA片
|
欧美亚洲制服变态另类人妻
|
国内大91人妻人人澡人人爽人人精品
|
无码欧XXXXX在线观看免费
|
精品国产sm全部网站在线观看
|
五月天婷婷综合激情韩国明星
|
亚洲av一二三又爽又色又色
|
尤物AV無碼色AV無碼麻豆
|
免费人成视频年青人在线无毒不卡
|
国产精品99久久久久久猫咪
|
受辱教师娇妻呻吟交换
|
日本h无羞动漫在线观看网站
|
国产剧情三级片在线观看
|
亚洲二区视频欧美丝袜
|
在线视频你懂的国产福利
|
亚洲国产二区在线观看
|
亚洲天堂2017手机在线
|
在线观看欧美精品
|
亚洲va中文幕无码毛片
|
免费看无码午夜福利片
|
日韩999不卡顿视频播放
|
免费午夜av电影
|
国产精品黄色片在线播放
|
免费观看黃色a一级毛片视频
|
激情综合丁香婷婷六月
|
国产免费av喷水在线播放
|
夜夜澡天天碰人人爱av
|
日韩精品免费在线观看
|
欧美激情A一区二区
|
亚洲国产成人无码A∨在线影院
|
深爱五月综合缴情综合网
|
精品久久无码视频一区
|
大屁股白浆精品一区二区
|
h在线观看免费下载网
|
国产主播福利一区二区
|
自拍偷拍国外视频二区
|
成人國產一區二區三區精品不卡
|
亚洲成人一区二区无码综合精品区
|
国产一区二区三区在线视频…
|
国产成人精品男人免费
|
真实的国产乱bbb
|
日本无码中文精品a8198v
|
亚洲成人综合app
|
无高清人妻一区二区
|
女人天堂在线视频
|
老司机带带我精品视频#
|
精品三级久久久久电影网
|
久久精品久久亚洲精品
|
亚洲AV永久无码丰满
|
亚洲精品久久mm131
|
欧美激情视频抽出白浆
|
手机在线亚洲
|
国产香蕉尹人综合视频网
|
日韩a级片视频
|
91性爱精品视频
|
日本道免费一区日韩精品
|
日韩69黄色毛茸茸厕所视频
|
日本精品大乳一区二区
|
香蕉视频污版下载
|
丰满亚洲大尺度无码无码专线
|
日本一区2区在线看
|
亚洲日韩性色一区二区三区
|
国产日产在线观看高清
|
无码免费大片观看在线
|
天天天天躁天天爱天天碰2018
|
成人在线观看免费高清
|
国产日韩欧美福利二区
|
久久婷婷五月丁香
|
日韩欧美另类一区精品在线
|
国产激情丝袜福利在线
|
婷婷亚洲综合小图片小说
|
97超人人澡不卡
|
一区色多多巨大久久久特级aa
|
不卡国产a毛片高清视频
|
日韩成人黄片在线一区二区三区
|
东京热日本免费亚洲
|
亚洲日本va一区二区三区
|
最新大胆西西人体44RT
|
中文字幕一级片无码精品
|
国产偷国产偷亚洲高清swag
|
国产又爽又大又黄A片软件
|
中文字幕亚洲乱码熟女一区二区一区看视频
|
在线观看中文字幕不卡二区
|
欧美黄色一级一级片
|
国产gv顾泽宇视频在线观看
|
久久嫩草国产线观看免费无码
|
性色欧美激情中文字幕
|
最新国产在线观看福利
|
风间由美一本精品久久久
|
日本高清无卡二区
|
欧美日韩国内国模视频一区
|
亚州成人av在线播放
|
国偷自产av一区二区三区健身房
|
超碰在线天堂
|
国产特级毛片精品视频
|
亚洲成a人片在线观看无码专区
|
色噜噜日韩欧美精品啪啪一区二区精品人妻
|
丰满岳乱妇一区二区一区
|
黄色网站在现观看
|
国产视频高清
|
精品哟哟哟国产在线观看
|
麻豆影院在线免费观看
|
18禁爆乳裸体美女A片麻豆
|
美女又黄又免费的视频
|
波多野结衣中文字幕在线播放
|
欧美日韩国产另类综合首页一区
|
免费无码Âv片在线观看播放
|
精品国产sm全部网站在线观看
|
欧洲AV免费看综合久久
|
色偷偷91综合久久噜噜噜男男
|
国产拍免费精品视频
|
最新亚洲gv日韩gv二区
|
噜噜吧噜噜色热热
|
人妻少妇精品中文字幕a∨蜜桃
|
色a资源在线一道本无吗一区
|
无码免费大片观看在线
|
永久免费A片在线观看全网站不卡
|
亚洲五月丁香综合视频
|
黄色国产2区4区视频
|
一二三四社区在线中文视频
|
岛国毛片99在线播放
|
国产Aⅴ永久福利资源网站
|
国内大91人妻人人澡人人爽人人精品
|
国产又爽又黄又无遮蔽在线观看
|
国产一级a毛一级a看免费视频一区二区三区
|
97亚洲成a人无码亚洲成a无码
|
国产超碰人人做人人爽ā大片
|
天美传媒www网站入口下载
|
轻点好疼好大好爽免费网站
|
国产一区二区日韩精品影
|
日本一级婬片免费啪啪3软件
|
蜜臀AV午夜福利永久福利
|
啊轻点灬大JI巴太粗太长在线了
|
亚洲AⅤ在线无码7777KKKK
|
少妇精品vr无码无码专区
|
99热亚洲综合日韩精品
|
99国产成人精品2021
|
国产片α国产片免费看视频
|
老熟妇牲交视频在线观看
|
欧美一级啪啪
|
日本道免费一区日韩精品
|
男人进女人下面的免国产黑色丝袜在线
|
文中字幕一区二区三区视频播放
|
高清在线精品亚洲欧美日韩中文字幕在线
|
思思久久96热在精品国产高清
|
蜜桃一区二区三区网站
|
毛毛AV在线播放
|
在在线欧美日韩国产
|
乱女熟妇综合一区二区三区
|
色综合色综合色综合色综合
|
2021久久黄色大片
|
手机看片福利国产精品
|
无码人妻不卡久久久一区二区三区
|
国产一国产看免费高清片
|
亚洲区日韩精品中文字暮
|
欧美级韩国三级日本三级
|
一本久到久久亚洲综合
|
国产福利在线视频蜜芽tv
|
久久亚洲精品免费网站
|
久久av老司机精品网站导航
|
麻豆果冻国产剧情âV在线播放
|
4399勉费黄色网站
|
日本不卡在线观看视频
|
国产成年无码av
|
九九re精品视频播放在线播放
|
少妇免费三级毛片观看
|
亚洲va中文字幕不卡无码下载
|
久揄鲁鲁一二三四区在线
|
男人呻吟双腿大开男男h
|
(凹凸視頻)久久久精品无码中文天美
|
精品久久无码视频一区
|
黄漫画网站在线观看
|
国产AⅤ无码专区亚洲A∨综合网
|
男人天堂亚洲Av日韩Av
|
亚洲.欧美.中文字幕在线观看
|
欧产日产国产性色av
|
日本xxxxx成年動漫視頻
|
国产三级漂亮护士和医生上班
|
日本午夜免费电影
|
国产精品黄片亚洲性爱在线
|
又爽又黄色片又爽
|
巜做爰猛烈大尺高压监狱
|
日韩精品一区二区三区成人
|
亚洲一区在线日韩在线
|
恋恋影视久久精品
|
精品久久A∨无码不卡一区二区
|
国产语露脸视频在线观看
|
亚洲精品日韩在线观看视频
|
国产成人亚洲精品另类动态换脸|
亚洲国产欧洲av
|
国产无码性爱一区二区三区
|
一区二区人妻精品无码A片
|
婷婷五月亚洲综合在线观看
|
青青青国产色视频在线观看
|
音影先锋男人免费欧美国产
|
一级小视频免费国产
|
欧美日韩国产不卡
|
韩国公妇里乱片a片
|
国产片无无码长腿丝袜
|
中文无码久久精品麻豆
|
亚洲国产午夜av影院在线
|
婷婷五月天六月天
|
2024播放灌醉水嫩大学生国内精品
|
18禁爆乳裸体美女A片麻豆
|
少妇久久影视精品
|
日本欧美真人三级在线A
|
雯雯在工地被灌满精在线视频播放
|
精品人妻久久久久一区二区高清观看视频
|
无码中文字幕在线人妻
|
一级毛片免费播放大全
|
真人毛片在线观看
|
无遮挡边吃奶边做刺激视频
|
亚洲欧美高清在线精品二区
|
无人观看免费黄片视频
|
少妇被粗大的猛烈进出小说
|
免费三片在线观看网站
|
老司机带带我精品视频#
|
毛茸茸厕所偷窥xxxx
|
亚州综合激情另类久久久
|
美女视频一区=区
|
91视频网国产一区二区
|
无遮挡18禁啪啪汗汗漫画
|
日本中文字幕最新资源
|
久久婷婷五月综合视频
|
大肥女高潮bbwbbwhd视频
|
91桃色污污在线观看
|
19禁无遮挡啪啪无码网站性色
|
色噜噜日韩欧美精品啪啪一区二区精品人妻
|
在线观看三级中文综合
|
91热思思久久免费频精品18
|
四虎免费在线播放无码婬A级毛片免费专区
|
久久精品国产一二电影
|
亚洲和欧洲一区三区免费视频
|
亚洲欧美成人AⅤ在线专区
|
国产亚洲一卡三卡四区一卡三卡
|
免费国产老师高潮抽搐视频
|
91精品一区二区网站
|
欧美亚洲国产目韩成人综合
|
久久国产成人精品国产成人亚洲
|
日本h无羞动漫在线观看网站
|
在线国产视频网手机版
|
制服欧美亚洲中文字幕乱
|
vvvv99亚洲精品欧美
|
怡红院免费全部视频在线视频
|
国产一级a无码免费
|
秒播影视午夜福利国产
|
亚洲AV永久无码丰满
|
2021国内精品久久久久精免费91久久精品无码专区
|
日韩一区二三区人妻中文字幕
|
欧美精品一区二区三区四区五区
|
96久久自偷自偷国产精品
|
边爱边宠(1v1高H)
|
午夜福利真人一级毛片
|
成人免费不卡一区二区
|
在线观看一级大黄片
|
激情亚洲AV无码日韩AV
|
亚洲一级片手机在线电影观看
|
粉嫩jk高中生自慰流白浆
|
久揄鲁鲁一二三四区在线
|
最新中文幕av无码专区不卡
|
青青草原在线视频免费看
|
最刺激的欧美三级高潮
|
韩国电影外出在线观看
|
国产视频艹逼大屁股
|
花蝴蝶日本大全免费观看7
|
最新无码高清视频在线观看
|
三年中文在线观看免费大全中国
|
无码H黄肉动漫在线观看网站
|
福利一区二区三区视频播放
|
第99页亚洲精选久久久久久码无
|
永久免费A片在线观看全网站不卡
|
受辱教师娇妻呻吟交换
|
精品人妻无码精品一区二区三区
|
韩国日本欧美三级一区二区
|
91麻豆视频网址
|
激情毛片黄午夜视频
|
国产91三级精选国产韩国三级理论
|
99久久人妻无码精品
|
av在线亚洲无码
|
先锋影音va中文资源亚洲
|
人人澡超天天碰碰中文电影
|
日韩美女把尿口扒开让男人桶
|
亚洲高清久久不卡毛片
|
91在线视频观看无毒不卡
|
精品成在人av无码免费看
|
日韩一区二区三区北条麻妃
|
久久无码精品视频
|
成人精品在线观看
|
91日本最近中文字幕在线观看
|
欧美成人欧美Va在线电影
|
男人狂躁进女人免费视频骚货肉丝激情自拍
|
久久9亚洲福利视频
|
男人的天堂亚洲中文字幕
|
失禁大喷潮在线播放
|
亚洲国产AⅤ精品一区二区30P
|
成人黄色网站视频APP
|
男人进女人下面的免国产黑色丝袜在线
|
欧美激情特黄大片aa在线播放
|
国产日韩精品一区二区在线播放
|
中文无码久久精品麻豆
|
h在线观看免费下载网
|
91日本最近中文字幕在线观看
|
99精品国产福久久久久久擁有海量影視資源
|
波多野结衣高清无码在线观看
|
亚洲综合av色婷婷
|
亚洲男人a在天堂线一区》
|
久久精品国产99精品亚洲
|
一二三四社区在线中文视频
|
男女做那个免费视频网站
|
国产一区二区福利视频高清网站
|
国产片α国产片免费看视频
|
产三级不卡在线观看视频
|
欧美黄视频在线观看
|
五月婷婷激情在线视频看看
|
邻居勃起人妻忍不住中文字幕
|
欧美午夜免费在线生活片
|
最近的中文字幕在线国语
|
欧美又粗又硬又色又爽视频
|
大伊在人51线香2021
|
国产精品思思久久无弹窗
|
中文字幕av久久人妻蜜桃臀
|
波多野结衣高清无码在线观看
|
暗交小拗女一区二区三区
|
9l视频自拍蝌蚪9l视频
|
欧美大胆A级线上视频
|
欧美牲交a欧美牲交aⅴ免费看
|
国产高清视亚洲一区二区
|
歐美亞洲國產日韓一區二區三區
|
精品久久A∨无码不卡一区二区
|
亚洲人成自拍网站在
|
好湿好硬好痛视频
|
迷人少妇宾馆高潮在线观看
|
惠民福利日韩AV无码成人精品国产
|
中文字幕制服
|
无码aⅴ精品一区二区三区天美
|
息与子猛烈交尾在线播放can
|
国产不卡一级无码av片
|
国产乱子伦对白视频免费
|
国产成人亚洲色老头
|
国产精品女a片爽免费观看
|
亚洲综合av色婷婷
|
这里只有精品你懂得的在线观看
|
国产美女精品免费视频观看
|
亚洲男人a在天堂线一区》
|
亚洲国内女性内射第一区二区
|
草莓美女视频高清在线观看
|
国产喷水呻吟高潮一区
|
韩剧试衣间里的激情2
|
国产成人无码va在线观看蜜臀
|
一级A级国产不卡毛片
|
女女同性一区二区三区在线播放
|
日韩午夜理伦精品人妻
|
2020最新亚洲中文字幕在线不卡
|
人妻少妇精品中文字幕a∨蜜桃
|
激情中文字幕亚洲欧洲久久
|
成人电线在线播放无码
|
苍井空AV无码一区二区三区
|
99国产精品久久久久久另类
|
精品國產亞洲一區二區三區在線觀看
|
gogogo免费国语完整版
|
国产成人久久777777
|
久久精品国产福利一区二区
|
国产一区2区亚洲激情成人
|
夜夜夜夜夜精品一区二区
|
久久久老熟女一区二区三区91
|
性饥渴少妇sex无码毛片
|
免费看无码午夜福利片
|
亚洲一区在线小电影
|
国产在线偷录视频
|
国产精品美女一级a裸片免费
|
字幕网资源yellow在线观看
|
亚洲精品一区二区久久久久
|
欧美成人精品第二区
|
粉嫩jk高中生自慰流白浆
|
中文字幕无码免费久久一区
|
国产成人午夜精品未删减在线观看
|
婷婷久久综合中文字幕
|
91久久人澡人妻人人做人人爽97
|
亚洲AⅤ在线无码7777KKKK
|
人妻 丝袜美腿 中文字幕在线视频
|
性大片在线看国产播放
|
国产美女www爽爽爽
|
亚洲日韩欧美制服二区dvd草草
|
午夜福利在线观看每日更新
|
不卡不卡不卡不卡在线不卡
|
91小视频在线观看app最新版
|
美女裸体啪啪到高潮无遮挡
|
99久久国产亚洲高清观看大全
|
国产偷亚洲偷人人偷
|
午夜影院免費體驗
|
A无码国产在线看免费网站
|
99久久中文精品无码中文字幕
|
国产午夜福利精品无码
|
日韩亚洲精品综合
|
天天操天天欢天天乐天天日天天Av
|
日本无码中文精品a8198v
|
国产三级片在线播放
|
国产曰批免费视频
|
欧美亚洲国产片在线播放不卡
|
大屁股丰满人妻一区二区三区
|
pali.fyi轻量版线路检测
|
久久嫩草国产线观看免费无码
|
欧美日韩国产精品一区二区三区
|
又黄又大又长又骚视频免费观看
|
成人短视频网站入口
|
亚洲国产麻豆综合一区
|
国产爆乳美女呻吟娇喘图片
|
爆乳3把你榨干哦ova免费播放
|
超碰最新免费上传。
|
免费一看一级毛片看片
|
精品麻豆国产av无码
|
东京热熟女aⅴ久久久久
|
九九精品视频在线观看
|
免费黄免费精视频网站
|
日本高清视频永久网站WWW
|
国产福利视频一区二区在线观看
|
97se综合在线视频
|
欧美大白屁股做性爱视屏
|
一区二区三区日本欧美
|
亚洲色偷偷偷偷综合网
|
性欧美日韩视频在线
|
天堂综合久久久黄色一级中文毛片字幕
|
最近2024年好看的中文字幕视频
|
国产99视频精品免视
|
四虎影视永久在线yin56xyz
|
成年女人大片免费观看版
|
2024国产成人精品不卡
|
99这里有精彩视频
|
羞羞答答国产xxdd亚洲精品
|
伊人成人一区二区
|
这里只有精品你懂得的在线观看
|
中文综合影视精品
|
精品久久久蜜桃网站
|
日本黄色影视一区二区
|
亚洲第一黄色av免费观看
|
国产精品黄页网在线观看
|
夜晚被公侵犯的人妻深田中文字幕
|
男的插女的视频网站
|
超碰国产精品久久
|
高清在线精品亚洲欧美日韩中文字幕在线
|
惠民福利国产在线精品一区二区在线观看
|
国产精品jvid在线观看
|
国产aⅴ无码专区亚洲aⅴ毛片
|
无码中文字幕在线人妻
|
欧美性黑人极品hd另类
|
亚洲 国产 日韩 在线 欧美 综合亚
|
9热在线视频精品网
|
jizjizjiz亚洲熟妇无码
|
日韩动态视频在线观看
|
中国毛片无码视频
|
国产高清福利无码视频
|
婷婷六月丁香在线
|
66国产精品视频一区二区三区
|
中日韩精品视频一区二区在线观看
|
最新无码有码dvd专区免费观看
|
亚洲av片久久综合网
|
亚洲一区二区三区亚洲中久无码
|
男人天堂欧美一区
|
日韩经典av在线观看欧美精品成人在线
|
久久91欧美特黄A片
|
av男人的天堂在线观看第三区^&
|
欧美中日韩亚精品自拍
|
中文字幕亚洲乱码熟女一区二区一区看视频
|
人妻丝袜av先锋影音先
|
91精品人妻一区二区三区蜜桃
|
国内揄拍国内精品少妇国语免费
|
国产欧美精品另类又又久久
|
十分钟免费视频高清在线观看
|
亚洲产国偷v产偷v自拍一区
|
日韩在线精品首页免费观看
|
亞洲伊人99綜合網
|
国产9i精品女同一区二区
|
国产精品高清无码中文
|
先锋中文字幕在线资源
|
男人天堂亚洲Av日韩Av
|
国产精品高清尿小便嘘嘘
|
成人精品午夜在线观看
|
娇妻被别人玩弄至高潮视频
|
亚洲欧美一区二区三区二厂
|
久久成人国产夜夜
|
在线看片福利
|
亚洲国产精品偷v拍久久
|
国产91三级精选国产韩国三级理论
|
日本中文字幕在线免费观看一区二区
|
日韩AV电影一区二区
|
一区二区免费中文字幕午夜理论
|
色综合色综合色综合色综合
|
中文字幕视频一区目黑
|
国产亚洲精品在人成网在线
|
欧美zooz人禽交国产
|
日日日亚洲老鸭窝国产91
|
天下第一社区视频welcome
|
日韩精品视频免费一区二区三区
|
亚洲中文字幕无码之
|
无码少妇拔腿做A
|
欧美日韩被狂躁精品
|
在线观看综合三级自拍
|
美女裸体啪啪到高潮无遮挡
|
亚洲综合久久一区二区三区
|
免费人人潮人人爽一区二区
|
欧美AAAA片在线精品老牛影视
|
日韩特级毛片久久国产电影
|
yellow字幕中文在线观看
|
国产亚洲精品久久久一区
|
69xxxx高清久久极品欧美天堂
|
成人免费一级毛片
|
亚洲国产成人久久精品
|
国产初高中生粉嫩无套第一次
|
亚洲欧美日韩国产一二
|
久久久一本精品99久久精品66不卡
|
人妻丰满熟妇av无码多人区
|
日韩无码中文字幕精品久久久久
|
久久婷婷五月综合尤物色国
|
久久精品午夜好看的电影
|
精品人人综合网中文
|
久草加勒比手机在线
|
亚洲中文字幕无码av麻豆
|
色老大国产成人av
|
精品久久免费视频
|
亚洲国产精品偷v拍久久
|
在线观看亚洲欧洲日产
|
亚洲日韩精品无码专区网址
|
大橋久未無碼吹潮在線觀看
|
成人中文精品无码电影网
|
亚洲一区二区三区不卡影院
|
日韩欧美视频第一区在线观看
|
青青河边草免费观看影视大全
|
成年男女视频网站
|
激情中文字幕亚洲欧洲久久
|
自产一区二区三区国产
|
国产一区二区三区在线观看网站
|
最新最全日韩有码av在线
|
国产成人午夜精品未删减在线观看
|
差差差很疼视频30无掩盖软件
|
日韩高清福利在线
|
91亚洲国产三上悠亚在线
|
亚洲精品成人午夜无码
|
亚洲天堂2017手机在线
|
中文精品无码高潮在线
|
日本久久麻豆电影
|
国产麻豆av无码播放
|
欧美成人欧美Va在线电影
|
成人精品视频一区二区三
|
国产夜趣福利免费视颁
|
精品人妻一區二區三區四區
|
亚洲综合无码久久
|
国产专区在线
|
亚洲无码在线观看不卡顿
|
50岁寡妇下面水多好紧
|
久久综合一本婷婷五月无码道
|
国产成a人亚洲精v品在线观看
|
国产在线观看波多野结衣
|
尤物AV無碼色AV無碼麻豆
|
97人摸人人澡人人人超碰
|
最新国产高清主播高清第一页
|
人妻www欧美一区
|
国产剧情a∨麻豆香蕉精品
|
国产成在线观看免费视频密
|
天堂亚洲aⅴ在线观看
|
美腿玉足在线一区二区
|
色一情一乱一片一区二区看片欧美
|
尤物AV無碼色AV無碼麻豆
|
精品国产91久久久久久午夜蜜臀
|
亚洲成av人片在线观看无码
|
丁香婷婷综合久久激情亚洲
|
国产精品一区二区久久精品
|
清纯唯美中文字幕免费观看
|
成年网在免费线播放欧美
|
99久久精品一区人妻å黑
|
国产中文字幕手机在线不卡
|
欧美 图片区一区二区
|
97国产大学生情侣11在线视频
|
日韩经典视频狠狠亚洲
|
亚洲欧洲一区二区在线播放
|
99精热视频免费无码
|
亚洲AV永久无码精品一福利下载
|
狼群影院在线观看
|
日韩欧美激情在线一区
|
每日最新av高清免费中文字幕
|
51国产愉自视频区视频
|
日本亚洲国产精品视频
|
国产剧情a∨麻豆香蕉精品
|
国产精品自拍视频网址
|
熟妇无码视频在线播放
|
欧美日韩精品一区二三区在线看片
|
成人免费一级毛片
|
成人经典视频在线观看
|
中文字幕九九精品视频
|
久久久久亚洲av成人网电影
|
亚洲综合av色婷婷
|
亚洲91精品麻豆国产系列在线
|
久久精品熟女亚洲AV艳妇
|
在线播放免费黄片亚洲区
|
青青久草免费在线视频
|
国产日本三级韩国三级韩级
|
欧美肉体狂欢派对在线观看
|
久久精品xX老女人老配少
|
久久久久99精品成人毛片
|
又爽又高潮国产亚洲精品
|
国产成人精品亚洲观看一区五月天
|
夜色阁亚洲一区二区三区
|
亚洲图区欧美另类
|
日韩尤物一区二区视频首页
|
欧美韩国日本一区二区三区
|
爽灬爽灬爽灬毛及a片
|
亚洲熟妇自拍无码区
|
中文毛片无遮档高清免费
|
欧美粗大猛烈进出高潮视频免费看
|
最新中文字幕在线2024
|
久久精品国产亚洲AV午夜
|
最新网址在线观看
|
精品无码久久久久久久久曰韩
|
日韩在线虐奸尸交虐尸
|
亚洲欧洲性爱色网视频
|
亚洲综合片欧美一级
|
成人一区二区三区免费观看
|
手机免费伦理电影
|
密臀AV在线无码
|
国产成人丝袜视频在线观看软件
|
亞洲日韓中文第一精品
|
日本卡一卡二卡乱码三卡四码
|
一本色道综合久久亚洲精品
|
精品视频一区二区三区四区
|
欧美亚洲精品一区二区在线观看
|
日本不卡在线观看视频
|
高清免费乱伦自拍
|
九九久久99视频
|
一级做a爰片久久毛片美女图片
|
yellow字幕中文在线观看
|
草莓网站在线观看
|
久久成人国产夜夜
|
房四四房欧美色播日韩热播
|
欧美国产日韩亚洲第一色影院
|
欧美日韩a在线播放
|
中文字幕人成乱码熟女免费
|
欧美亚洲国产目韩成人综合
|
日韩特级毛片久久国产电影
|
亚洲国产爱v在线一区二区
|
青草青草久热精品视频69
|
国产av一区最新精品精品无码国产av一区二区
|
国产视频艹逼大屁股
|
人妻无码中文字幕AV不卡
|
加勒比中文字幕无码不卡
|
一女被两根凶猛挺进视频
|
国产一区精品日韩
|
亚洲中文久久精品中文字幕
|
夜色老司视频在线播放
|
亚洲产国偷v产偷v自拍一区
|
美女视频永久黄网站免费观看国产
|
亚洲综合久久一区二区三区
|
雯雯在工地被灌满精在线视频播放
|
国产精品久久久久免费a∨下载
|
月国产精品免费视频一区二区
|
国产gv顾泽宇视频在线观看
|
蜜桃AV色欲A片精品一区
|
semm亚洲欧美在线高清
|
äV无码无在线观看免费
|
日韩无码三级电影免费观看网址
|
欧美黑人巨大videos精品男男
|
三级黄色片91午夜影院在线看
|
国产69av亚洲性爱一级片
|
亚洲五月丁香综合视频
|
久久亚洲AV成人福利网
|
亚洲国产成人久久综合碰碰动漫d
|
人妻av无码专区久久绿巨人
|
无码一区二区精品视频久久久
|
又爽又黄A片免费观看直播蜜桃
|
精精精国产ⅩXXX视频在钱
|
亚洲欧美日韩一区二区不卡五月丁
|
自拍亚洲影视欧美
|
亚洲第一无码精品久久久播放
|
国产精品乱人伦丰满电影
|
亚洲色偷偷av男人的天堂连接
|
精品国产AⅤ一区二区三区V视界
|
日本人视频国产一区二区三区
|
最新无码高清视频在线观看
|
日韩精品ⅴs欧美一区二区三区
|
另类制服丝袜国产亚洲第一页
|
女仆扒开双腿让主人调教
|
韩国三级《甜性涩爱》在线观看
|
亚洲日韩国产一类视频在线观看
|
日韩免费视频无码一区二区三区
|
成年黄网站18禁免费观看一区
|
热门欧美三级中文字幕
|
人妻精品久久久久中文字幕99一
|
欧美熟女久久久久
|
亚洲精品mm1313久久
|
欧美日本道加勒比一区二区三区
|
四虎亚洲精品国产999
|
短裙少妇去私密会所按摩
|
国产精品jizz观看
|
精品亚洲国产欧美
|
欧美一级特黄久久
|
日韩特级毛片久久国产电影
|
无码午夜福利视频一区
|
久久久精品国产亚洲未满成18免费网站
|
久久亚洲āV午夜福利精品一区
|
婷婷色国产精品视频一区二区
|
扒开老女人毛耸耸视频
|
91日本在线精品高清观看
|
亚洲美女白天操夜夜操
|
久久精品国产亚洲Äv麻豆欧
|
欧美日韩大片免费观看网站
|
大肥女高潮bbwbbwhd视频
|
国产一级a特黄大片做受在线观看
|
九九电影网456亚欧视频
|
日韩理论无码专区
|
国产一二精品久久99草
|
國產精品密播放國產免費看
|
国产精品久久一区性色av图片
|
紧身裤袜女教师julia番号
|
精品精品国产自在久久漫画
|
久久精品国产99精品国产亚洲
|
91视频社区久久久久
|
久久精品国产综合一区亚洲欧美
|
毛片黄色网站视频在线播放
|
最近最新MV在线观看免费高清
|
国产一级a毛一级a看免费视频一区二区三区
|
歐美精品色婷婷五月綜合
|
无码一区在线播放
|
在线日本亚洲观看
|
亚洲国产精品VA在线观看ABB
|
中文字幕欧美中文字幕
|
亚洲无码 中文字幕 AV
|
四虎影视永久在线yin56xyz
|
日韩免费一区二区三区视频在线播放
|
在线综合欧洲亚洲国产视频
|
国产真实愉拍系列在线视频
|
一级女性国产高潮视频
|
国模自拍视频一区二区三区
|
一区二区三区在线观看午夜视频
|
av片在线国产一级免费视频
|
怡红院a∨人人爰人人爽
|
亚洲精品一区二区三区麻豆
|
99久久精品国产综合影视
|
精品久久久久久久人妻九色欲av
|
最近的中文字幕在线国语
|
亚洲国内女性内射第一区二区
|
真人黄色网站免费看
|
仙人掌嘿呦嘿呦网站推广
|
亚洲av色图人人爽人人澡
|
韩国三级国产三级
|
废文小站李鬼sosadfun
|
国语少妇高潮对白在线看
|
欧美亚洲变态另类一区二区三区
|
中文字幕一二三区2021
|
19禁无遮挡啪啪无码网站性色
|
免费观看在线aa
|
五级毛片亚洲欧洲综合网
|
人妻无码中文字幕AV不卡
|
亚洲av一卡二卡
|
四虎欧美永久在线精品免费
|
麻豆果冻国产剧情âV在线播放
|
国产无码性爱一区二区三区
|
中文字幕无码免费久久一区
|
一区二区三区日本欧美
|
国产精品国产三级区别日本护士野外XXXHD
|
经典精品毛片免费观看
|
成人三级视频在线观看不卡
|
99精品在免费线视频
|
ÄV成人午夜无码一区二区
|
久久综合色色色
|
国产欧美日韩中文字幕第一页
|
99精品偷拍视频一区二区三区
|
黄色软件色多多
|
欧美亚洲性交
|
亚洲日韩经典中文字幕
|
国产三级自拍亚洲黄色在线
|
乱码一线二线三线新区破解版
|
污网站大全免费
|
免费人成视频年青人在线无毒不卡
|
强烈吃奶摸下边抽搐
|
美女自卫慰黄网站i
|
中文字幕免费高清电视剧网站
|
惠民福利欧美另类久久久精品
|
国产精品美熟女一区二区
|
国产中字幕幕久久
|
成人三级片在线看
|
污国产网站在线观看
|
日韩ąⅴ一本二本在线观看
|
欧美日韩精品国产精品一区二区三区高清免费
|
国产在线观看波多野结衣
|
亚洲一日韩欧美中在线观看
|
精品国产ÄⅤ一区二区三区
|
香蕉视频下载免费
|
天堂亚洲aⅴ在线观看
|
日本高清一区二区免费2019
|
国产av一区最新精品精品无码国产av一区二区
|
久久成人欧美国产一区3344
|
国产一区二区三区乱伦
|
黄色1级毛片视频
|
欧美一区二区黄色片
|
亚洲av资源首页
|
(凹凸影业)久久久精品天堂无码中文字幕
|
他扒开我的裙底把舌头伸进去
|
国产普通话无套内谢三饭片
|
老司机精品视频午夜福利
|
国产在线一二三精品观看
|
精品久久久久久久人喷蜜臀av
|
久久久老熟女一区二区三区91
|
日韩精品ⅴs欧美一区二区三区
|
Aⅴ无码专区亚洲Aⅴ毛片
|
中文字幕在线观看视频网址
|
国产精品jizz观看
|
汤加丽露生殖147图片
|
2021久久香蕉国产线看观看
|
国产äv电影区二区三区曰曰骚网
|
一本久到久久亚洲综合
|
欧美AAAA片在线精品老牛影视
|
51国产愉自视频区视频
|
手机看片国产欧美日韩免费大片观看
|
久久精品久久理论片
|
一级免费无码毛片视频看看丶
|
男人天堂亚洲Av日韩Av
|
人人澡超天天碰碰中文电影
|
风间亚洲中文字幕一区
|
欧美日韩综合精品在线
|
自拍亚洲欧美综合
|
三年中文在线观看免费大全中国
|
www亚洲精品在线
|
亚洲成人第一电影
|
欧美日韩一区二区三区va
|
免费无码Âv片在线观看播放
|
国产一级高青免费
|
99.成人免费视频
|
中文在线字幕免费观看电视剧十
|
加勒比特在线视频播放
|
8x8x在线观看视频
|
国外亚洲成AV人片在线观看
|
男男做性秘免费视频网
|
zσzo欧美性猛交xx
|
日韩少妇视频无码不卡
|
邻家有女韩剧在线观看国语
|
精品久久免费观看
|
国产成本人片无码免费2020
|
日本国产欧美大码a视频資源免費看
|
日本h无羞动漫在线观看网站
|
一区二区三区黄页网视频国产欧美日韩va另类
|
久久精品人人妻一区二区三
|
精品一二区中文字幕
|
歐美日韓在線觀看視頻
|
2012中文在线观看天堂www
|
91国精品在线观看
|
国产熟女自拍挑逗
|
青青伊人久久熟女久久尤物
|
高清欧美日韩亚洲国产精品另类
|
蜜桃a综合在线
|
99精品国产福久久久久久擁有海量影視資源
|
中文字幕免费高清电视剧网站
|
日本一区黄色片欧美
|
色老板在线影院播放
|
体育生边缘呻吟被榨精视频
|
正能量网站你懂我意思正能量www下载破解
|
日本无遮挡吃奶摸下激烈视频
|
色偷偷东京热男人的天堂
|
久久精品国产亚洲AV日韩
|
激情图区综合经典一区二区
|
男女无遮挡猛进猛出免费视频男女无
|
亚洲一区日韩有码一牛影视
|
丰满熟女人妻中文字幕免费
|
91性爱精品视频
|
免费韩国三级在线手机观看理论
|
毛茸茸厕所偷窥xxxx
|
思思99热女女精品免费观看资讯
|
国产在线观看无码一区二区三
|
性俄罗斯少妇交xx00
|
精品中文字幕毛片无码
|
特黄aaaaaaaa片免费直播
|
九九精品视频在线观看
|
免费久久久久久精品成人欧美大片
|
欧美成人性色欲影院
|
丝袜美腿女邻居人妻中出
|
欧美日韩国产综合视频专区
|
国产av成人午夜小福利
|
色欲人妻综合AAAAAAAA网
|
在线综合亚洲日本欧美
|
成人免费视频毛片一区二区
|
2019中文字幕乱码在线视频
|
国产又粗又长又黄免费视频
|
天天爽免费视频
|
国产在线视频一区二区三区
|
亚洲最大成人网色
|
亚洲人成自拍网站在
|
亚洲精品一区二区三区麻豆
|
国产日韩影院在线
|
日韩欧美精品在线观看网址
|
亚洲狠狠久久综合一区7777
|
热门午夜国产视频观看92
|
国产欧美精品另类又又久久
|
伊人天堂av无码一区二区
|
国产理论电影一区
|
日韩免费三级黄
|
国产69av亚洲性爱一级片
|
成+人+综合+亚洲欧美国产
|
中文字幕av一区先锋影音
|
国产亚洲欧美首页免费
|
麻豆国产福利精品丰满熟妇
|
不卡在线无码国产
|
手机看片a v在线视频
|
资源在线视频亚洲
|
亚欧乱色熟女一区二区小说
|
国产婷婷理论在线观看
|
9久久国产精品资源
|
新免费无码国产在线看
|
人妻少妇69久久中文字幕。
|
美女自慰喷水在线观看
|
久久国产高清一级毛片无码
|
亚洲精品久久无码AV片
|
国产91精品久久无码一区二区
|
A网站一区二区三区
|
夜色阁亚洲一区二区三区
|
97在线视频观看国产
|
人妻被强aV系列
|
国产精品人妻99一区二
|
av无码免费一区二区三区试看
|
露脸国产真实精品自在
|
国产在线偷录视频
|
欧美日韩国产美女视频
|
少妇久久影视精品
|
日韩亚洲精品综合
|
久久精品九九九久久婷婷
|
91无码一区二区三区在线
|
狠狠綜合久久無碼AV網站
|
zσzo欧美性猛交xx
|
观看成人毛片免费
|
亚洲国产Äv成人一区二区综合精品区
|
久久成人欧美国产一区3344
|
5g免费影院永久免费看下载
|
丁香五月开心婷婷
|
国产夜趣福利免费视颁
|
日韩美女视频在线网站视频
|
国产日韩欧美一中文字宇幕
|
91无码一区二区三区
|
999精品亚洲国产欧美
|
超碰国产精品久久
|
五月一区二区久久综合天堂
|
亚洲色爽视频免费观看国产片天天操
|
av无码国产精品久久
|
无码少妇拔腿做A
|
国产69av亚洲性爱一级片
|
久久久婷婷成人综合激情
|
农夫娱乐av影院在线观看
|
992tv在线无码视频
|
久久青青草原国产精品免费
|
亚洲 免费 在线 观看
|
一级丰满少妇按摩
|
欧美肥老太牲交视频免费
|
精品无人国产偷自产在线日本
|
亚洲愉拍自拍视频一区第
|
一本大道中文字幕无码29
|
亚洲欧美真实ä在线观看
|
麻豆午夜视频在线
|
国产大萫焦免费视频女
|
中文字幕无码中文字幕有码A
|
狠狠人妻久久久久久综合小蛇
|
日本按摩高潮中文A级
|
办公室强行丝袜秘书啪啪
|
亚洲日韩国产一类视频在线观看
|
日韩精品综合无码一区二区
|
极品粉嫩国产18尤物在线麻豆
|
国产福利视频1区2区3区4区
|
少妇午夜啪爽嗷嗷叫视频
|
污国产网站在线观看
|
啦啦啦 中文 中国 免费 高清在线
|
(愛妃視頻)岛国午夜精品视频在线观看
|
久久精品亚洲一区二区三区浴池
|
国产一级特黄高清大片2015
|
2024播放灌醉水嫩大学生国内精品
|
97色伦午夜国产亚洲精品
|
欧美性高清极品猛交
|
国产一区亚洲二区三区在线
|
日韩人妻无码免费视频一二区
|
日本午夜a级按摩视频
|
最近最新中文字幕完整版免费高清
|
亚洲产国偷v产偷v自拍一区
|
欧美一级特黄久久
|
亚洲熟妇自拍无码区
|
业余自由性别成熟偷窥
|
国产成人久久精品二三区
|
午夜激情福利在线观看
|
17c最新网名免费网站
|
国产av无遮挡喷水白浆
|
日韩91综合一区三级久久丝袜
|
欧美日韩线免费观看乱码
|
一级特级毛片完整版
|
麻豆亚洲ÄV成人无码久久精品
|
亚洲综合久久一区二区三区
|
最新大胆西西人体44RT
|
日韩精品一区二区三区第66
|
一级小视频免费国产
|
亚洲欧美一区二区三区在线高清
|
欧美日韩免费成人在线视频
|
日韩精品不卡一区二区三区四区
|
黄色av网站未满十八周岁在线播放
|
精品久久久久久久人妻九色欲av
|
音影先锋男人免费欧美国产
|
国产欧美精品另类又又久久
|
暗交小拗女一区二区三区
|
韩国一区欧美二区国产三区
|
中文字幕成人午夜
|
日本与欧美在线观看
|
无码无码一区二区三区
|
日韩一区二区免费电影
|
亚洲国产天堂久久综合226
|
国产日本三级韩国三级韩级
|
露脸国产真实精品自在
|
2012国产精品久久
|
福利日韩电影频道免费电影在线观看
|
国产成人你懂的在线观看
|
精品国产一区二在线看
|
日本va欧美ⅴa欧美Va精品
|
国产精品自拍视频青娱乐
|
成人在线一区二区网站
|
蜜桃AV麻豆AV天美AV
|
午夜影院免費體驗
|
含羞草91羞羞网站
|
亚洲AV日韩AV无码A小次郎
|
久久精品國產清高在天天線
|
国语自产拍在线观看偷拍在
|
久久综合日本丰满熟妇
|
免费又粗又猛又黄又爽无遮挡
|
97国内精品久久久久久久影视
|
夜色私视频在线观看
|
最近最新中文字幕完整版免费高清
|
抖音裸露合集视频在线观看
|
音影先锋男人免费欧美国产
|
杨幂国产精品福利在线
|
暧暧在线观看亚洲
|
国产农村妇女毛片精品久久资讯
|
日本av最好看的女优
|
精品人伦一区二区三区蜜丝袜
|
一区二区三区成人免费国产
|
日韩制服丝袜高清有码在线
|
欧美日韩国内国模视频一区
|
国产免费高清视频a一区二区三区不卡
|
网站国产欧美另类精品
|
精品久久免费视频
|
国产情侣露脸真实视频
|
国产精品哟女在线观看
|
免费午夜精品久久久久9999
|
欧美激情精品久久久久久小说
|
综合亚洲欧美在线视频观看
|
99无码国产成人精品
|
久久精品午夜好看的电影
|
日韩a中文字幕高清中
|
欧美成人卡二卡三卡四卡app
|
日韩经典av在线观看欧美精品成人在线
|
国产一级婬乱片A片AAA图片
|
中文在线字幕免费观看电视剧十
|
国产精品99久久不卡二区
|
亚洲无码专区色图
|
欧美在线观看不卡
|
97国内视频在线观看
|
一本久到久久亚洲综合
|
国产成人91激情在线播放
|
国产福利小视频91
|
成人毛片在现免费看
|
国产äv电影区二区三区曰曰骚网
|
精品人妻一區二區三區四區
|
黑人一本一本久久久三区成Av人片
|
国产青草精品久久久久福利99
|
欧美肥老太牲交视频
|
嫩模内部私拍高清拍视频
|
亚洲日韩人妻一二三区
|
国产喷潮冒白浆流水视频
|
毛片黄色网站视频在线播放
|
丰满的少妇中文HD高清
|
国产极品粉嫩泬在线播放
|
精品久久无码视频一区
|
黄视频网站在线免费看a
|
欧美 图片区一区二区
|
国产成人福利美女观看视频
|
國產精品密播放國產免費看
|
成人在线观看免费高清
|
欧美中文字幕在线不卡
|
污草莓樱桃丝瓜绿巨人秋葵笔趣阁
|
在线观看视频欧美
|
久久综合一本婷婷五月无码道
|
亚州综合激情另类久久久
|
7777久久久国产精品消防器材
|
黄台app软件免费网站大全
|
亚洲福利大全不卡
|
亚洲av无码一区二天堂
|
欧美一级A片欧美精品野外
|
1024手机在线观看看片
|
丰满人妻熟妇av无码区a
|
精品人人综合网中文
|
福利站性视频网站
|
一级毛片AAA免费无码綠色網站
|
在办公室你轻点啊视频
|
国产欧美精品另类又又久久
|
小16萝裸体洗澡自慰无遮挡
|
他扒开我的裙底把舌头伸进去
|
亚洲AV日韩AV无码A小次郎
|
亚洲三级av手机在线免费观看
|
欧美日韩国产综合视频专区
|
xxx.日本在线播放国产
|
久久国产精品乱码
|
中文无码久久精品麻豆
|
好男人是视频社区在线
|
午夜福利在线观看每日更新
|
亚洲区日韩精品中文字暮
|
亚洲国产香蕉碰碰人人
|
久久精品国内Av熟女高清
|
亚洲妇人成熟性成熟图片高清
|
爱如潮水3免费观看日本高清
|
VA在线看国产免费
|
暧暧 在线 观看 亚洲
|
福利一区二区不卡国产
|
欧美日韩黄片夜夜激情
|
国产成人综合91
|
办公室强行丝袜秘书啪啪
|
日韩中文字幕无码视频专区
|
成人一级黄片在线
|
农场主三姐妹美国1976
|
u女视频国产在线播放
|
亚洲乱码在线无码av
|
房四四房欧美色播日韩热播
|
无码精品久久久久一区二区
|
亚洲特大特黄视频
|
午夜亚洲亚洲精品不卡
|
成人国产91麻豆国语
|
国产福利喷水免费看
|
黄品汇视频app免费安卓下载
|
中文字幕在线精品不卡
|
最近中文字幕mv2024在线高清
|
中文成人免费久久久
|
久久国产一区二区免费看
|
曰木一级a级高清毛片
|
av中文无码在线
|
国产日韩中文字幕av系列
|
精品热映电影天堂在线观看免费完整版
|
99这里有精彩视频
|
欧美日国精品一区二区三区视频
|
亚洲Av综合日韩精品久久久
|
免费成人日韩高清在线专区一区
|
日本h无羞动漫在线观看网站
|
日本三级乱伦电影视频播放
|
欧美日韩a在线播放
|
一区二区三区日本在线视频免费
|
久久精品熟女亚洲AV艳妇
|
日韩欧美一区二区奇米
|
亚洲成a人片在线播放观看国产
|
精品精品国产自在久久漫画
|
日本高清视频永久网站WWW
|
国产不卡一级无码av片
|
中文字幕永久
|
国产精品资源一区二区三区
|
亚洲综合av色婷婷
|
性欧美午夜高清在线观看
|
亚洲男人a在天堂线一区》
|
国产口爆a深喉在线观看
|
日本无遮挡吃奶摸下激烈视频
|
亚洲一级二级三级网站
|
亚洲日本va一区二区三区
|
亚洲AV无码A片在线观看
|
亚洲美女国产精选99
|
香蕉在线视频99
|
久久精品国产一二电影
|
亚洲v国产v天堂网
|
一级黄色做A视频在线观看
|
欧美日韩人妻国产久久久91精品一区二区三区
|
囯产精戌人品2021
|
91人妻无码成人精品一区二区
|
亚洲人成在线免费福利
|
caopren免费视频国产
|
日本免费一区二区色香欲蜜桃
|
欧美激情之国产主播
|
国产主播一区二区三区四区色欲
|
少妇毛片一区二区免费放
|
久久久久九国产精品
|
亚洲精品国产欧美日韩在线
|
日韩精品免费在线观看
|
亚洲综合久久一区二区三区
|
国产精品国产三级在专区
|
真人h视频免费观看视频
|
亚洲色偷偷av男人的天堂连接
|
日本一级黄色一区二区
|
亚洲AV无码专区国产不卡顿
|
人人插人人摸
|
中文在线日韩乱码不卡视频
|
在线视频韩日乳 无码
|
在线日产国产一区二区
|
在线观看国产高清无码视频
|
波多野结衣乳喷高潮视频
|
亚洲熟女国产日韩
|
无码人妻精品一区二区金莲
|
亚洲日韩欧洲无码av夜夜摸无码
|
亚洲A国产AV综合AVvr
|
日韩999不卡顿视频播放
|
午夜福利日韩无套无码AV
|
99日韩福利电影手机版
|
亚洲av色图人人爽人人澡
|
国产黄网在线观看免费版
|
成熟女人性满足免费视频
|
色偷偷东京热男人的天堂
|
精品久久无需播放器
|
黄台app软件免费网站大全
|
成人裸体免费观看网站
|
国产视频第一页在线播放
|
69xxxx高清久久极品欧美天堂
|
香蕉榴莲丝瓜秋葵绿巨
|
中文字幕亚洲综合久久2021
|
国产片无无码长腿丝袜
|
天天人人综合影院app
|
无码Äv高清毛片在线手机观看
|
美日韩黄色一级片免费
|
无码加勒比亚洲精品
|
榴莲视频在线观看污
|
久久久久久久精品免费A片
|
怡红院在线aⅴ男人的天堂
|
国产草草影院18成年视频
|
中文字幕视频一区天堂在线
|
亚洲成a人片在线播放观看国产
|
99久热re在线精品99re8
|
久久久中文字幕亚洲精品
|
又大又粗又硬AV无码免费软件
|
青春草在线精品视频
|
国产亚洲情侣一区二区无
|
嫩草伊人久久精品少妇
|
男女做那个免费视频网站
|
热99在线精品视频在线播放
|
亚洲 春色 校园 爱
|
在线观看精品福利
|
男生女生一起差差差免费下载安装大全熊猫
|
在线日韩片精品免费观看
|
麻豆影院在线免费观看
|
精品国产一区二区三区在线观看
|
97人人看碰人免费公开视频
|
yy111111少妇影院里无码
|
丰满人妻无码Äⅴ一区二区
|
国产综合精品久久久一区二区三区
|
gogogo免费国语完整版
|
玩弄丰满的女邻居在线播放
|
亚洲国内女性内射第一区二区
|
亚洲和欧美一区二区
|
午夜国产精品福利在线观看
|
a4yy无码国产福利在线观看
|
亚洲欧美日本国产中字
|
国产大片91精品免费观看男同
|
三十六式春床图片及
|
不卡一区二区国产视频
|
国产在线视频一区二区三区
|
日韩在线手机一区二区视频
|
中文字幕av免费看网站
|
91精品无码视频
|
亚洲欧美日韩影院在线
|
日韩欧美一区二区奇米
|
中文字幕久久久观
|
国产亚洲精品成人a v片麻豆
|
色偷偷91综合久久噜噜噜男男
|
日产有线一区2区三区
|
久久亚洲āV午夜福利精品一区
|
国产伦精品一区二区三区女
|
性色在线观看网站国产
|
国产成人免费不卡在线观看
|
亚洲国产成人久久综合碰亚洲vs日韩vs欧美vs久久
|
欧美牲交a欧美牲交aⅴ免费看
|
欧美黑人巨大videos精品男男
|
(凹凸影业)久久久精品天堂无码中文字幕
|
天天做天天爱夜夜爽女人爽
|
免费精品呻吟在线观看
|
亚洲精品一区二区另类图片
|
西西4444www无码视频软件
|
免费看av大片网站在线观看
|
亚洲国产成人av网
|
日本91中文字幕
|
236宅宅理论片免费A片
|
波多野结衣在线观看精品视频
|
aaa国产亚洲欧美在线观看
|
亚洲A色在线视频
|
日本AAAA级毛卡片免费观看
|
亚洲热搜电影院全部免费观看
|
国产伦精品一区二区三区女
|
精品中文字幕久久久无码
|
亚洲精品在线中文视频
|
亚洲一级黄色大片免费直播
|
久久久亚洲精品日韩av专区
|
爱妃色婷婷综合久久久久中文
|
亚洲成av人片在线观看无码
|
日韩一区二区专区
|
精品超清在线播亚洲放
|
小嫩模无套内谢50p
|
亚洲欧美日韩aⅴ在线观看91
|
日韩经典av在线观看欧美精品成人在线
|
人妻被按摩到潮喷中文不卡。
|
成人做爰视频www看片会怎样
|
十八美女毛片免费看
|
天天久久无码一区二区三区
|
日本午夜免费电影
|
欧美日本道加勒比一区二区三区
|
91麻豆成人精品国产免费软件
|
精品日韩综合1区
|
青青视频在线播放
|
中文字幕免费高清电视剧网站
|
亚洲最新a在线观看
|
国产在线小视频午夜三区
|
十八禁污污污男女午夜网站
|
日韩中文字幕成人网站
|
国产草草影院18成年视频
|
91大神精品长腿在线观看网站
|
亚洲人成小说网站色在线观看
|
亚洲伊人久久综合图片
|
惠民福利欧美另类久久久精品
|
最新精品国产九九亚洲鸥美三级
|
欧美人牲交ā欧美精区日韩
|
日本又色又爽又黄的网站在线观看
|
免费国产黄色大片
|
欧美AAAA片在线精品老牛影视
|
狠狠綜合久久無碼AV網站
|
激情亚洲AV无码日韩AV
|
一区二区三区在线观看午夜视频
|
草華影视在线免费观看
|
中文综合影视精品
|
国产又黄又粗又长的视频
|
亚洲va中文字幕不卡无码下载
|
国产亚洲美女精品自在线拍
|
欧美777www奇米影视大全
|
97色噜噜狠狠网站久久
|
秋霞国产成人精品午夜视
|
日韩在线动漫精品
|
欧美一区二日本一区二区
|
精品日韩一区二区三区无码国产
|
国语午夜成人三级片
|
24小时免费看片亚洲无码
|
精品推荐超清欧美第3页
|
在线观看精品国产网站免费
|
色婷婷国产v亚洲v天堂a无码
|
亚洲精品在线中文视频
|
亚洲AV无码专区国产不卡顿
|
久精品视频在线观看免费
|
中文精品无码高潮在线
|
日本xxxxx成年動漫視頻
|
人人妻人人澡人人爽人人精品直播
|
国产成人爱片免费观看视频
|
国产精国产一区二区三区乱码
|
男人天堂2018手机在线版
|
欧美/亚洲/日韩在线看
|
亚洲成人天堂av在线
|
无码人妻精品视频一区二区三区99
|
91哈尔滨老熟女
|
(日韩欧美国产)x8x8拨牐拨牐永久免费视频
|
管鲍之交分拣中心未满十八岁
|
国产精品顾美玲在线观看
|
白丝制服被啪到喷水视频
|
国产伦理精品一区二区
|
一本色道久久综合亚洲av蜜桃臀
|
精品国产一区二区三区在线观看
|
免费三片在线观看网站
|
97国内精品久久久久久久影视
|
巜做爰猛烈大尺高压监狱
|
色就是色亚洲欧洲视频
|
产三级不卡在线观看视频
|
亚洲最猛黑人xxxx黑人猛交
|
精品国产sm全部网站在线观看
|
另类制服丝袜国产亚洲第一页
|
国产九啪啪精品免费视频
|
国产限制级在线观看
|
精品午夜福利一区二区在线观看
|
骚穴秘书一区二区三区欧美
|
男Gay同志AⅤ高清免费软件
|
热门欧美三级中文字幕
|
欧美熟妇交换久久久久久
|
久久久国产三级免费
|
国产乱子伦对白视频免费
|
免费一级真人片在线播放不收费
|
曰批全过程免费视频在线观看无码
|
中文字幕第233页
|
日本动漫爆乳h真人无遮挡
|
欧美性大交大片在线
|
国产黄网在线观看免费版
|
一级在线看片免费
|
91精品国产综合久久久久
|
亚洲欧美一区二区三区在线高清
|
日本免费一区在线播放
|
国语午夜成人三级片
|
中文字幕人妻麻豆
|
av永久网站免费观看
|
欧美日韩黄片夜夜激情
|
亚洲乱码在线无码av
|
日本在线高清毛片不卡
|
男人色偷偷到天堂a在538线
|
91无码福利在线观看
|
成人无码视频免费播放
|
日韩精品一区二区蜜臀av
|
黄瓜视频在线免费观看
|
午夜成人在线抖奶视频观看
|
国产亚洲精品第三页
|
一区二区三区无码激情婷婷五月
|
久久夫妻夜夜
|
久久亚洲综合色一区二区三区
|
国产精品自拍视频网址
|
午夜福利日韩免费
|
欧美成人欧美va天堂在线电影
|
国语对白一级毛片
|
亚洲东京热污精品中文字幕
|
亚洲 欧美 日韩在线
|
嫩草伊人久久精品少妇
|
精品日韩一区二区三区ab
|
丰满人妻熟妇乱又伦精品短视频
|
午夜欧美精品久久久久久
|
香蕉精品一本大道在线观看
|
中文字幕日韩性感少妇一级免费视频
|
他用舌头给我6次高潮
|
日韩A级毛片一区二区三区
|
99精品久久久久久一妻精品
|
国产毛片久久久内射精品
|
亚洲黄色片一级黄色片
|
国产粉嫩系列一区二区三
|
天天添天天射
|
97久久国产亚洲精品超碰热
|
大片全部在线免费观看
|
福利日韩电影频道免费电影在线观看
|
久久五月天影院
|
一区二区三区观看精品无码视频
|
毛片黄色网站视频在线播放
|
亚洲中文字幕精品久久
|
怡春院美国十次欧美
|
中文字幕人成乱码熟女免费
|
欧美熟女久久久久
|
香蕉免费精品视频a
|
啊轻点灬太粗嗯一路向阳
|
黑人巨茎大战中国美女
|
级国产乱理 片在线观看
|
真人h视频免费观看视频
|
亚洲国产AⅤ精品一区二区30P
|
亚洲中文字幕无码av麻豆
|
丰满亚洲大尺度无码无码专线
|
中文字幕亚洲日韩欧国无码
|
免费在线成人小视频
|
影音先锋av看片资源库
|
丰满人妻熟妇乱又伦精品短视频
|
欲色精品一区二区三区99
|
国产偷搞自拍视频区gq
|
精品欧美福利一区二区三区
|
大学生按摩A级中文片
|
久久久国产精品免费网站
|
91大神精品长腿在线观看网站
|
十八禁视频网址视频在线观看
|
成人无码mv在线播放
|
亚洲熟妇Aⅴ导航综合网
|
亚洲AV秘片一区二区三区
|
日韓免費無碼高清毛片
|
日韩中文字幕不卡免费
|
欧美日韩在线视频免费公开上传
|
狼群影院在线观看
|
97色伦午夜国产亚洲精品
|
惠民福利国产精品成人无码久久久
|
国产综合欧美综合一区二区
|
91爱豆传媒国产成人网站
|
国产成人爱片免费观看视频
|
精品欧美激情在线看
|
久久婷婷五月综合视频
|
久久久久久久精品免费A片
|
男人色偷偷到天堂a在538线
|
精品国产高清在线看国产
|
久草青视频在线
|
日韩久久高清无码视频
|
国产无码精品a级在线
|
91久久精品无码一区二区大
|
亚洲人一二三区
|
日韩高清无码一级片
|
影音先锋亚洲综合小说在线
|
77色77国产欧美在线精品
|
国产情侣主播在线
|
久久九九有精品国产av
|
亚洲国际精品素人AV
|
在线观看国产欧美精品
|
吾爱第一福利导航
|
息与子猛烈交尾在线播放can
|
在线视频韩日乳 无码
|
2020久久久最新欧美
|
国产精品无码护士在线观看
|
尤物少妇久久综合九色综合
|
欧美成人日本成人手机在线
|
2020久久久最新欧美
|
嗯啊好舒服还要嗯用力视频
|
新97碰碰新版国产
|
波多野结衣av一区二区三区中文
|
色偷偷91综合久久噜噜噜男男
|
欧美成人卡二卡三卡四卡app
|
天堂亚洲日韩专二区
|
亚洲五月丁香综合视频
|
德国女兵性肉体开放在线观看
|
野の欲求不満な人妻蜜臀Av
|
无码中文欧美一区二区三
|
精品无码国产av一区色猫咪
|
日韓免費無碼高清毛片
|
亚洲国产激情精品在线观看
|
泰国三级激夜完整版
|
国产精品一区二区韩国AV
|
欧美www7777欧美激情
|
天天做天天爱夜夜爽女人爽
|
另类中文专区
|
91国在线国内在线推放
|
久久亚洲韩国中文字幕综合
|
久久国产精品乱码
|
欧美日韩激情电影精品一区
|
精品亚洲国产成人ÄV在线看
|
亚洲日韩欧洲乱码AV夜夜摸
|
国产日本精品欧美
|
韩日无码色网视频
|
99久久精品一区人妻å黑
|
思思久久96热在精品国产高清
|
亚洲综合激情久久综合日韩久久免费影院观看
|
国产污污视频
|
在线看日韩欧美精品
|
国产一区二区高清在线
|
亚洲Av无码精品国产精品成人
|
啊轻点灬太粗嗯一路向阳
|
欧美肉体狂欢派对在线观看
|
国产日韩在线观看不卡
|
超碰97国产欧美18禁
|
惠民福利欧美另类久久久精品
|
国产αV无码专区亚洲α∨毛片
|
a成在线观看网站
|
äV无码无在线观看免费
|
美女视频黄久久久精品
|
久青草国产97香蕉在线视频xx
|
四虎欧美永久在线精品免费
|
中文日本亚洲少妇
|
理论片国产在线观看
|
国产午夜在免费视频
|
99久热re在线精品99re8
|
18禁成人午夜免费网站在线
|
中文亚洲av片不卡网
|
www插插插无码免费视频
|
亚洲欧美在线97色
|
在线永久免费观看的毛片
|
国产一二精品久久99草
|
69男女性爱激情免费视频
|
av中文字幕免费播放
|
国产精品午夜91
|
欧美黄色一级久久片
|
亚洲高清久久不卡毛片
|
欧美成人有码视频观看
|
WWW.色情无码AⅤ电影
|
在线播放免费国产黄网在线视频
|
国模GOGO中国无码免费视频
|
亚洲精品在线免费网站
|
亚洲欧洲性爱色网视频
|
国产精品高潮呻吟久
|
黄黄网站在线观看
|
性色在线观看网站国产
|
国产亚洲欧美91
|
广东少妇大战黑人34厘米视频
|
亚洲人成手机电影在线观看
|
成人免费视频毛片一区二区
|
最近在线更新中文字幕
|
激情五月天久久播
|
久久精品国产综合一区亚洲欧美
|
国产精品免费观看在线三级三级三级
|
五月婷婷激情在线视频看看
|
废文小站李鬼sosadfun
|
www日日夜夜久久
|
av无码免费岛国动作片不卡
|
国产精品哟女在线观看
|
午夜av综合色资源
|
亚洲成α人片在线观看
|
欧美人与动禽牲zozo
|
在线免费观看欧美国产
|
亚洲精品欧洲久久婷婷99狠狠
|
色无极影院亚洲
|
97人妻碰碰碰无码视频
|
国产视频高清
|
国产av丝袜诱惑三区
|
怡红院免费全部视频在线视频
|
97在线视频观看国产
|
欧美一级啪啪
|
黄页网站在线观看视频
|
真人性做爰试看60分钟免费
|
久久久久久精品免费久久理论
|
国产农村一区二区三区
|
国产精品久无码免费高潮
|
爱情岛亚洲 国产
|
产三级不卡在线观看视频
|
亚洲成av人片在线观看无app
|
欧美成人精精品一区二区三区网站
|
日韩欧美小电影
|
九九精品视频在线观看15
|
少妇爽到嗷嗷嗷叫视频
|
曰本aaaaa毛片午夜网站
|
亚洲无线观看国产高清一区
|
国产精品九九一区视频
|
无码一区二区三区人妻
|
尤物AV無碼色AV無碼麻豆
|
亚洲精品日韩在线观看视频
|
日韩在线视频线视频免费
|
国产精品美女久久久浪潮AV厕所
|
免费无码Âv片在线观看播放
|
缴情文学人妻综合网
|
国产精品蜜臀99
|
亚洲国产成人欧美另类在线不卡
|
秋霞久久亚洲精品成人
|
波多野结衣乳喷高潮视频
|
免费日韩欧美在线观看
|
日韩在线精品首页免费观看
|
(日韩欧美国产)x8x8拨牐拨牐永久免费视频
|
亚洲区午夜一区二区三区
|
国产极品A在线观看
|
国产av一区最新精品精品无码国产av一区二区
|
欧美成人高清网站
|
女人久久www成人免费看
|
中文字幕色网手机直播
|
高清免费乱伦自拍
|
影音先锋男人的AV资源站
|
国产片在线免费播放
|
榴莲视频APP黄色片
|
秋霞久久亚洲精品成人
|
衣服都掀起来把奶罩都丢上来小说
|
国产主播在线观看精品
|
日本又色又爽又黄的网站在线观看
|
性欧美日韩视频在线
|
国产日本911精品青草衣衣
|
男人的天堂精品无码
|
中文字幕亚洲日韩欧国无码
|
狠狠爱精品福利一区二区
|
91亚洲国产三上悠亚在线
|
色就是色亚洲欧洲视频
|
日韩一区二区三区毛片中文无遮挡影院
|
精品旗袍丝袜国产在线页
|
精品精品国产自在久久漫画
|
欧洲爆乳AV一区二区三区
|
国产aⅤ一二三区无码视频
|
毛片黄色网站视频在线播放
|
亚洲欧美在线97色
|
丰满人妻无码Äⅴ一区二区
|
亚洲美女白天操夜夜操
|
国产aaa免费视频国产
|
国产三级漂亮护士和医生上班
|
草莓视频APP色板
|
免费国产成人精品在线播放
|
精品久久久久久久国产潘金莲
|
99久久中文精品无码中文字幕
|
亚洲日韩一区二区樱花视频
|
欧美AAAA片在线精品老牛影视
|
亚洲v国产v日韩v欧美v
|
日韩丨精品丨乱码最新地址男男
|
国产在线观看入口网站
|
日本中文字幕在线不卡一区二区
|
亚洲AV永久无码精品一福利下载
|
亚洲欧美日本国产中字
|
宅男噜噜噜66网站在线观看
|
国产日产在线观看高清
|
野の欲求不満な人妻蜜臀Av
|
成码无人av片在线电影网站
|
久久婷婷综合俺也去
|
男同GAY毛片免费可播放
|
性色AⅤ无码免费福利在线视频
|
66国产精品视频一区二区三区
|
男生和男生一起差差差很痛APP大全免费下土
|
特黄aaaaaaaa片免费直播
|
国产美女精品免费视频观看
|
国内精品久久久久久久999
|
最近的中文字幕在线国语
|
久久精品国产亚洲av夜色九虎
|
福利一区二区三区视频播放
|
gogogo免费国语完整版
|
亚洲国产青草uu1区二区三区
|
亚洲精品一区二区另类图片
|
日韩短片自拍视频在线观看免费
|
十大免费污软件
|
草草久久偷拍美女视频
|
91探花视频免费播放
|
精品视频一区二区三区四区
|
国产曰批免费视频
|
人妻被黑人巨大中出
|
人妻丝袜中出中文字av幕
|
亚洲 中文 字幕视频天堂
|
亞洲日韓中文第一精品
|
日韩午夜有线影院视频
|
亚洲国产二区在线观看
|
jiizzyou性欧美老片
|
男人色偷偷到天堂a在538线
|
欧美公妇里乱片A片在线观看
|
国产馆a∨在线观看
|
在线中文字幕julia
|
欧美大黄特一级AA片片免费
|
国产曰批免费视频
|
最近2024中文字幕国语视频
|
一日本道久久久精品国产麻豆
|
韩国日本激情亚洲
|
√天堂最新版在线中文字幕
|
国产熟女肥臀精品国产馆
|
v欧美精品v日本精品
|
东北乱国产对白刺激视频
|
R99热在线精品免费全
|
夜夜骑天天操
|
欧美精品一区国产
|
国产av丝袜诱惑三区
|
秋霞久久亚洲精品成人
|
VA在线看国产免费
|
欧美日韩在线精品成人综合网
|
欧美激情中文字幕第八页视频
|
亚洲va国产va天堂va在线
|
色老大国产成人av
|
午夜免费在线视频日韩欧美福利
|
日韩精品久久久久久久久久久久
|
国产a一级免费不卡网站
|
国产成本人片无码免费2020
|
国家精品欧美精品日韩精品
|
91热久久免费频精品无码1
|
日本国产欧美大码a视频資源免費看
|
久久久av一区二区
|
在线欧洲中文字幕AV电影
|
四虎永久在线精品免费观看视频
|
91香蕉频蕉成人app
|
福利一区二区三区视频播放
|
蜜芽Aⅴ无码精品国产午夜
|
91佛爷约离异D奶9次高潮
|
久久99精品无码中文字幕
|
午夜免费一级毛片无毒不卡
|
激情性无码视频在线观看
|
日韩黄色一级毛片
|
人妻少妇69久久中文字幕。
|
无遮挡拍拍拍午夜免费观看
|
亚洲av优女天堂熟女妓女
|
精品无码一区二区三区不卡无码
|
黄页网站在线观看视频
|
日韩成人手机在线视频
|
欧美亚洲日本中文字幕23页
|
毛片视频网站看免费
|
四虎永久在线精品无码视频
|
国产成人av区一区
|
国产精品久久久免费电影大全
|
亚洲国产日韩欧美综合在线一区二区三区
|
午夜免费一级毛片无毒不卡
|
äv无码免费一区二区三区
|
在线观看无码综合国产
|
国产精品久无码免费高潮
|
毛茸茸厕所偷窥xxxx
|
亚洲高清国产精品久久久
|
欧美最猛性xxxxx潮喷
|
在线成人午夜视频精品一区二区
|
久久亚洲国产高清AV一级小说
|
精品人妻久久久久久666不卡
|
99久久精品国产综合影视
|
福利影视亚洲影视在线观看
|
丝袜无码国产专区
|
国产精品激情丝袜美女
|
国产一级a毛一级a看免费视频一区二区三区
|
人妻少妇精品中文字幕a∨蜜桃
|
五个黑人玩一个女5p的小说
|
欧美一二三区五月激情综合
|
又爽又黄A片免费观看直播蜜桃
|
97超碰在线公开免费
|
少妇高潮喷水在线观看
|
韩国电影外出在线观看
|
免费三片在线观看网站
|
被男狂揉吃奶胸90分钟视频
|
综合日韩精品一区二区
|
亚洲熟妇无码另类久久久下载
|
国产精品免费观看在线三级三级三级
|
国产超薄肉色丝袜视频
|
久久国产亚洲综合一区二区
|
日本一道本a欧美牲交一道本
|
国产各种真实高潮对白
|
强烈吃奶摸下边抽搐
|
大橋久未無碼吹潮在線觀看
|
亞洲一區二區三區四區在線觀看
|
无码专区无码专区视频
|
国内少妇人妻偷人精品
|
废文小站李鬼sosadfun
|
婷婷五月天六月天
|
久久久精品456亚洲影院
|
91亚洲国产三上悠亚在线
|
五月伊人婷婷
|
男人呻吟双腿大开男男h
|
无码中文AV不卡
|
国产精品性爱视频亚洲国产黄片
|
国产一区亚洲二区日韩三区
|
av毛片三级片av色站
|
欧美在线观看第一页
|
国产男女无遮挡猛进猛
|
无码午夜福利视频一区
|
人妻丰满熟妇av无码多人区
|
大香蕉丝袜欧美亚洲国产
|
久久少妇日本亚洲
|
失禁大喷潮在线播放
|
成人一级黄片在线
|
免费久久久久久精品成人欧美大片
|
国产午夜成人精品免费视频
|
在亚洲线国产视频观看
|
国产日韩欧美动漫
|
2021国内精品久久久久精免费91久久精品无码专区
|
国产主播在线观看精品
|
二级黄的全免费视频
|
日韩一区二三区人妻中文字幕
|
丁香色婷婷综合伊人五月亚洲
|
亚洲日韩欧美制服二区
|
久久夜色精品国产亚洲小说
|
国产精品国产一级AV免费
|
白浆一区二区久久人妻系列
|
国产丶日韩丶欧美在线
|
国产青草精品久久久久福利99
|
狠狠爱精品福利一区二区
|
十八禁污污污男女午夜网站
|
爱如潮水3免费观看日本高清
|
青青久草免费在线视频
|
四虎永久在线精品免费观看视频
|
国产日产高清影院
|
黄色软件免费给我啊啊啊呀不要
|
特级精品毛片免
|
一级特黄大片欧美久久久久
|
av一区二区日韩精品
|
福利网址导航大全
|
受玩全息游戏开发自己
|
午夜男女爽爽爽免费播
|
久久嫩草国产线观看免费无码
|
亚洲狠狠久久综合一区7777
|
午夜国产精品福利在线观看
|
秋霞在线伦理视频播放
|
久久人与动人物a级毛片一
|
亚洲网免费视频在线观看
|
歐美亞洲國產日韓一區二區三區
|
日韩欧美另类一区精品在线
|
国产三级漂亮护士和医生上班
|
亚洲欧美日韩一区二区不卡五月丁
|
jiizzyou性欧美老片
|
人妻中文字幕无码av
|
羞羞答答在线观看免费视频呢
|
产精品视频在线观看免费
|
亚洲Aⅴ无码成H在线观看
|
手机看片国产欧美日韩免费大片观看
|
日本护士毛茸茸
|
男人进女人下面的免国产黑色丝袜在线
|
亚洲ąV成人不卡在线观看播放
|
免费无码av一区二区三区
|
青青青在线视频国产18
|
2020国产公开视频
|
久久亚洲精品免费网站
|
日韩麻豆蜜桃精品一区
|
国产亚洲欧美日韩亚洲中文色
|
日本无遮挡吃奶摸下激烈视频
|
公与2个熄乱理在线播放
|
亚洲人成小说网站色在线观看
|
毛片免费看在线观看
|
亚洲成A 人片在线观看中
|
曰木操逼一区二区
|
国产精品国产三级在专区
|
永久免费视频在线观看
|
亚洲熟女av拍拍
|
福利片第一页在线观看
|
日本在线不卡视频
|
少妇高潮惨叫久久久久电影69
|
本站收藏大量国产精品国产一区二区三区
|
欧美日国精品一区二区三区视频
|
人妻被黑人巨大中出
|
91热久久免费频精品无码1
|
精品综合久久久久久98一区二区免费播放
|
婷婷五月亚洲综合在线观看
|
精品人妻久久久久一区二区高清观看视频
|
一区视频在线观看高清视频
|
女人被做到高潮免费视频
|
亚洲无码专区色图
|
人人妻人人澡人人爽人人精品直播
|
男女做那个免费视频网站
|
亚洲国产精选视频
|
欧美成人有码视频观看
|
农村寡妇高潮一级
|
欧美大黄特一级AA片片免费
|
日韩精品综合无码一区二区
|
免费中文字字幕在线中文乱码
|
国产精品免费午夜在线a
|
一本大道中文字幕无码29
|
欧洲美妇乱人伦视频网站
|
久久国产成人精品国产成人亚洲
|
青春禁区视频在线观看资源
|
好男人在线观看神马影院www
|
国产精品一在线观看
|
自拍亚洲影视欧美
|
精品亚洲国产成人ÄV在线看
|
91精品人妻一区二区三区蜜桃
|
狠狠爱精品福利一区二区
|
惠民福利精品久久香蕉国产线看观看亚洲
|
日韩中文毛片在线
|
亚洲精品区在线观看
|
精品國產亞洲一區二區三區在線觀看
|
欧美又大又硬又粗BBBBB影院
|
经典精品毛片免费观看
|
日韩高清无码一级片
|
国产成人主播在线精品
|
国产毛片精品一区二区嗯啊
|
成人黄页网站免费观看大全
|
理论片国产在线观看
|
国语精品第一区自产拍
|
亚洲波多野结衣日韩在线
|
国产爆乳美女呻吟娇喘图片
|
天天综合网亚洲
|
波多野结衣国产一区二区在线观看
|
高清在线观看自拍视频
|
欧美中日韩亚精品自拍
|
激情综合丁香婷婷六月
|
国产又爽又色在线观看
|
午夜免费在线视频日韩欧美福利
|
日本系列第一页
|
欧美亚洲日韩在线一区二区
|
国产中字幕幕久久
|
激情丁香开心久久综合
|
麻豆午夜精品视频
|
免费直接看的黄色视频
|
heyzo少妇无码久久综合
|
又粗又硬又爽国产毛片
|
成人福利视频导航
|
日韩人妻无码一区二区三区综合部
|
荷兰小妓女高潮βbbw
|
茄子视频免费观看视频
|
亚洲色偷偷偷偷综合网
|
日韩欧美国产激情在线
|
亚洲综合片欧美一级
|
中文字幕无线码中文字幕下载
|
韩日在线不卡视频
|
亚洲裸男自慰GⅤ网站
|
日韩ⅴ欧美ⅴ中文在线
|
国产av成人午夜小福利
|
国产视频高清
|
2021国产拍精品系列观看
|
男生女生一起差差的app大全动画
|
国产精品久久久亚洲直播
|
大菠萝官方APP在线观看
|
男女嘿嘿羞羞动态视频
|
99re一区二区这里只有精品在线观看
|
亚洲国产综合在线区尤物
|
麻豆色哟哟AV剧情免费观看
|
国产真实迷奷系列在线免费看
|
免费操逼视频国产
|
91精品国产黑色丝袜高跟鞋
|
丰满人妻少妇aⅴ免费久久
|
一区二区三区欧美
|
国产精品欧美一区二区在线看
|
精品人妻aⅴ区乱码久久蜜臀免费
|
在线观看无码综合国产
|
中文在线日韩乱码不卡视频
|
一级A性爱视频在线观看
|
亚洲av日韩综合
|
永久免费无码国产网站
|
九九久久99视频
|
性色AⅤ无码免费福利在线视频
|
久久亚洲精品无码AⅤ网站
|
国产热门精品第1页91
|
一个人看的WWW免费视频在线观看
|
一级毛片a免费播放王色
|
夜夜夜夜夜精品一区二区
|
女人扒开腿让男人桶国产免费
|
成熟女人性满足免费视频
|
天天做天天爱夜夜大爽完整
|
99这里只精品热在线15
|
欧美午夜免费在线生活片
|
天天做天天爱夜夜大爽完整
|
无码αV片在线观看免费
|
亚洲天堂网中文字幕
|
九九精品免费手机免费视频
|
宅男在线午夜视频
|
无毒不卡在线观看
|
亚洲AV日韩AV无码A小次郎
|
欧美日韩大片在线观看
|
国产极品校花高潮无套网站
|
日韩一级片内射视频群批
|
中文字幕亚洲日韩欧国无码
|
黄片免费视频观看
|
香港A级午夜毛片视频免费
|
欧美www7777欧美激情
|
在线观看视频中文字幕一区二区三区
|
午夜爽爽爽男女免费观看一区
|
国产变态调教久久诱惑视频
|
国产伦乱码精品一区二区三区
|
欧洲日本国产视频
|
青青青欧美在线视频观看
|
年轻少妇A片免费观看
|
一本大道久α久综合精品
|
亚洲欧美日本综合久久精品
|
欧洲AV免费看综合久久
|
亚洲天堂2017手机在线
|
久久精品国产亚洲av无码不卡
|
夜夜夜夜猛噜噜噜噜噜
|
亚洲三级毛片在线观看高清
|
亚洲欧美综合乱图片区小说区
|
最近中文字幕高清电影
|
在线看片免费人成视频软件
|
午夜福利真人一级毛片
|
欧美日韩高清无卡码一区二区三区
|
国产免费无码专区视频在线观看
|
波多野结衣乳喷高潮视频
|
囯产精戌人品2021
|
日韩精品免费在线观看
|
精选一区二区三区四区五区
|
少妇一区二区三区黄
|
好男人是视频社区在线
|
日韩制服丝袜高清有码在线
|
人妻无码一区二区免费
|
最近2024中文字幕国语视频
|
巜做爰猛烈大尺高压监狱
|
国产精国产一区二区三区乱码
|
激情性爱视频在线观看男同
|
婷婷色五月综合久久
|
中国丝袜丝交nylons视频
|
久久综合结合久久国产免费
|
全免费一级午夜毛片
|
亚洲老汉色av影院首页
|
欧美午夜免费在线生活片
|
真人性高潮无遮挡高清无码视频
|
亚洲av无码乱码在线p观看性色
|
伊人成人一区二区
|
久久刺激cijilu福利72
|
黄色免费久久网站
|
婷婷久久久久亚洲AV片无码
|
久久精品国产99精品国产亚洲
|
人妻熟女一区二区aⅴ水野朝阳
|
天堂国产v欧洲v日韩
|
国产又色又爽又黄的在线观看视
|
91精品国产亚洲综合色婷婷久久久99
|
国产无码精品a级在线
|
国产偷窥女洗浴在线播放
|
国产成人无码va在线观看蜜臀
|
国产天堂在线免费观看
|
久久久久美女福利网站午夜精品
|
人妻中文字幕无码av
|
中文综合影视精品
|
国产精品白浆熟女
|
日韩āV无码成人精品国产
|
久草青视频在线
|
免费国产老师高潮抽搐视频
|
一日本道久久久精品国产麻豆
|
香蕉久久A Ⅴ一区二区三区
|
免费看全黄色的a毛片
|
国产人成视频永久免费
|
午夜免费一级毛片无毒不卡
|
1000部啪啪未满十八勿入中国
|
青娱乐AV在线免费播放器
|
成人AA片免费观看视频APP
|
农夫娱乐av影院在线观看
|
色欲精品国产AV久久久
|
亚洲精品一区二区久久久久
|
亚洲v国产v天堂网
|
免费看男女做羞羞的事网站
|
国产语露脸视频在线观看
|
9l视频自拍蝌蚪9l视频
|
亚洲91欧美日韩国产99成人精品影院
|
久久久久99精品成人毛片
|
最新大胆西西人体44RT
|
国产蜜芽尤物在线一区
|
色欲无码蜜臀av免费播
|
国产亚洲欧美日韩在线首页
|
精品久久思思中文字幕电影
|
欧洲欧美成人免费大片
|
色熟女蜜臀又伦AV网th
|
亚洲国产爱v在线一区二区
|
精品最新国产欧美
|
大地资源中文在线观看网
|
乌克兰少妇性做爰视频
|
在线观看精品国产网站免费
|
精品人妻aⅴ区乱码久久蜜臀免费
|
久久久久熟女丝袜美腿三级
|
日韩无码av资源站
|
在線觀看精品視頻看看播放
|
亚洲熟女操逼视频
|
最新精品国产九九亚洲鸥美三级
|
少妇的肥蝴蝶18p
|
另类专区欧美亚洲国产
|
97亚洲国产精品成人无码区
|
国产精品人成在线观看
|
日产一级 片内射在线视频播放
|
日韩在线成人精品视频
|
国产熟女偷窥高潮精品
|
日韩在线动漫精品
|
欧美性大战久久久久久i一
|
无码自拍少妇亚洲
|
美女露出奶头扒开尿口的免费视频
|
久久精品国内Av熟女高清
|
欧美成版人版在线播放
|
日韩视频在线观看
|
毛片网站视频免费看
|
青青草国产福利资源站大全
|
级毛片久久久毛片精品毛片
|
国产精品一区二ãv
|
亚洲精品国产黄片
|
欧美成人卡二卡三卡四卡app
|
国产肥臀对白刺激在线视频
|
亚洲AV无码A片在线观看
|
亚洲国产成人久久综合碰亚洲vs日韩vs欧美vs久久
|
亚洲美女国产精选99
|
日韩欧美激情在线一区
|
网友自拍青草视频在线播放
|
日本爽快片18禁免费看
|
茄子视频免费观看视频
|
欧美日韩一区二区三区va
|
最新69国产精品视频免费
|
娇妻被别人玩弄至高潮视频
|
人善交VIDE欧美
|
欧美天天综合色
|
亚洲波多野结衣日韩在线
|
视频区无码区
|
四虎免费在线播放无码婬A级毛片免费专区
|
亚洲欧美日韩另类久久
|
亚洲网免费视频在线观看
|
夜夜夜夜猛噜噜噜噜噜
|
四虎永久在线精典
|
精品久久久久久无码人妻另类
|
ÄV成人午夜无码一区二区
|
国产伦精品一区二区三区免.费
|
日韩精品美女黄片
|
五月婷婷中文字幕在线直播
|
成人免费视频一区二区在线无码剧情
|
久久精品国产亚洲aⅴ高清热
|
青草青草久热精品视频在线观看
|
亚洲精品日韩在线观看视频
|
中文字幕人妻无码中字
|
亚洲一级性爱片
|
美女网站国产在线观看
|
欧美成妇人在线播放xxxx
|
亚洲中文字幕无码av麻豆
|
思思久久96热在精品国产高清
|
一级理论片一级毛片
|
国产一区亚洲二区三区在线
|
亚洲AV成人片在线观看天堂无码
|
一区二区三区观看精品无码视频
|
www日韩Av一区二区
|
在线视频午夜一区
|
亚洲AV第一页国产精品尤物
|
噜噜综合亚洲av中文无码
|
免费一级e一片在线播放
|
国产av无码一区二区三区最
|
艳肉观世音性三级欧美放荡办公室videos
|
精品视频一区二区三区四区
|
惠民福利日韩AV无码成人精品国产
|
精品人人综合网中文
|
国产情趣免费视频在线观看
|
亚洲人成网站精品片在线观看
|
天天躁日日躁狠狠躁精品推荐
|
国产成人高清视频免费播放
|
亚洲国产青草视频手机版
|
91无码一区二区三区
|
玩弄丰满的女邻居在线播放
|
侵犯一区二区三区在线观看
|
亚洲第一精品卡通动漫在线观看
|
人妻αv无码一区二区三区
|
久久久国产精品免费A片分
|
国产免费经典三级
|
无码一区二区精品视频久久久
|
黄页网址大全
|
中文亚洲日韩国产精品
|
在线免费观看欧美国产
|
五月丁香六月婷婷国产视频96视频
|
亚洲色成人综合小说
|
6080yy免费毛片一级
|
成+人影片+免费观看777
|
日韩A级毛片一区二区三区
|
久久亚洲āV午夜福利精品一区
|
久久香蕉99欧美精品亚洲
|
欧美精品一区二区三区99
|
中文在线日韩乱码不卡视频
|
国内大91人妻人人澡人人爽人人精品
|
国产精品久久久久久a
|
中文字幕av免费放
|
歐美日韓在線觀看視頻
|
草莓美女视频高清在线观看
|
欧美尹人在线中文字幕精品免费
|
把腿张开老子臊烂你的电视剧
|
一区二区三区免费在线视频
|
久久久久久久99精品欧美产片
|
韩国电影登山的目的
|
国产黃片在线精品观看
|
美女毛片视频免费影片
|
日韩一区二三区人妻中文字幕
|
野花社区免费观看视频高清
|
久久久精品欧美日韩国产
|
亚洲一区乱码电影在线
|
秋霞电影网一区二区
|
热门欧美三级中文字幕
|
苍井空AV无码一区二区三区
|
国产久一视频在线观看app
|
妻子的秘密免费版电视剧大全
|
印度毛茸茸姓BBBBB
|
婷婷五月亚洲综合在线观看
|
国产精品成人观看视频网站
|
亚洲婷婷五月天88av
|
校花大胸奶汁乳流奶水出来
|
国产免费一区二区三区精品在线
|
轻点灬舒服灬太大了视频
|
国产人成无码视频在线app软件
|
亚洲婷婷天堂在线综合
|
未满十八免费网站禁止av
|
国产又色又爽精品无码的视频
|
成人影院在线无码
|
岛国毛片99在线播放
|
一级A性爱视频在线观看
|
精品人妻久久久久久666不卡
|
可播放的男同志freeb0y
|
久久精品国产99精品国产亚洲
|
亚洲中文字幕无码a∨网址
|
亚洲av资源首页
|
精品国产sm全部网站在线观看
|
欧美性爱大片第一页
|
本站收藏大量国产精品国产一区二区三区
|
午夜激情福利在线观看
|
久久中文字幕久久无码最熱門最齊全電影!
|
А∨天堂在线一本大道
|
甜蜜惩罚在线观看免费
|
亚洲综合激情久久综合日韩久久免费影院观看
|
久久怡红院亚欧成人影院
|
又黄又大又粗又硬的无码色网视频
|
国产人成午夜免费噼拍视频
|
性欧美牲交在线视频
|
日韩精品A片一区二区三区
|
国产91精品久久无码一区二区
|
在线观看亚洲欧洲日产
|
午夜影院免費體驗
|
成熟女人性满足免费视频
|
老司机无码精品福利在线观看
|
ą级毛片粗大超爽免费观看
|
青青青青青手机在线播放
|
亚洲精品二区
|
丰满人妻熟妇av无码区a
|
中文字幕色网手机直播
|
日本一大新区免费高清不卡
|
你懂的欧美视频免费观看
|
99久久人妻无码精品
|
国产婷婷爱午夜激情福利
|
中国大陆黄色毛片在线播放不卡
|
亚洲欧美日韩人妻综合
|
永久免费A片在线观看午夜
|
婷婷五月亚洲综合在线观看
|
欧美激情中文字幕第八页视频
|
免费日韩一级黄片毛片
|
亚洲欧美一本色94色欧美
|
日本免费一区二区三区伊甸园
|
免费ä级在线观看完整片
|
自拍偷拍国产一区二区
|
亚洲天堂日韩在线
|
亚洲精品自拍无码热
|
亚洲中文字幕无码爆乳Aⅴ
|
18禁深夜A大片在线
|
国产av一区最新精品精品无码国产av一区二区
|
国产视频最新精品无删减
|
黑丝护士自慰在线一区
|
精品日韩一区二区三区无码国产
|
91免费 无码 日产在线观看
|
日本光体养眼美女人体艺术写真视频
|
久久久久免费经典av麻豆传媒
|
97碰碰在线看视频免费
|
色欲国产精品无码久久
|
欧美精品黄片在线
|
性欧美牲交在线视频
|
一本加勒比HEZYO無碼專區
|
av无码免费岛国动作片不卡
|
久久综合结合久久国产免费
|
羞羞答答国产xxdd亚洲精品
|
手机可以直接免费观看的av
|
国产剧情a∨麻豆香蕉精品
|
无码国产色欲xxxxx视频男男
|
国产蜜芽尤物在线一区
|
人妻系列无码专久久五月天
|
人妻少妇精品系列短文
|
黄色软件免费下载观看
|
惠民福利国产精品亚洲精品日韩
|
亚州一国产无码毛片
|
亚洲第一成人中文在线观看
|
狼友视频在线
|
国产美女精品免费视频观看
|
成品视频nike1688源码
|
亚洲精品国产欧美日韩在线
|
奇米第四狠狠777高清秒播
|
国产不卡无码视频
|
av片在线国产一级免费视频
|
久久精品熟女亚洲AV艳妇
|
后入美女高潮在线观看
|
国语自产拍在线观看偷拍在
|
国产热门精品第1页91
|
午夜亚洲亚洲精品不卡
|
日本里番在线观看
|
精品人妻aⅴ区乱码久久蜜臀免费
|
中文字幕不卡一区二区三区
|
亚洲欧美日韩污在线观看
|
羞羞视频免费高清观看在线播放
|
中文字幕高清有码在线中字
|
日韩激情无码免费人妻片
|
97精品日韩一区二区三区
|
中文字幕欧美日韩在线
|
福利视频一二区
|
MD0112私人麻将馆艾秋
|
国产欧美亚洲自拍
|
久久综合结合久久国产免费
|
福利精品亚洲不卡顿
|
亚洲欧美一区二区三区二厂
|
啦啦啦 中文 中国 免费 高清在线
|
激情五月婷婷影音先锋
|
成年男女视频网站
|
久久er国产精品亚洲国产青
|
男人靠女人免费网站
|
久久久最近免费字幕中文大全
|
视频一区二区三区视频一区二区
|
欧美一区二区三区精品免费
|
欧美日韩精品在线视频观看
|
狠狠爱精品福利一区二区
|
色美欧在线视频
|
无码超级大爆乳在线播放国产
|
精品视频一区二区三区四区
|
欧洲亚洲午夜无码久久
|
国产色久国产综合视频
|
色老99视频精品全部在线观看
|
国产免费高清视频a一区二区三区不卡
|
在线免费日本亚洲视频
|
韩漫免费在线看无付费
|
天堂va欧美va亚洲97伦
|
怡春院美国十次欧美
|
欧美日韩大片免费观看网站
|
在线观看无码综合国产
|
18禁忌动漫片免费无码
|
日本高清无卡二区
|
精品久久久久久久人喷蜜臀av
|
小受公车忘穿内裤被挺进小说
|
伊人久久青草青青综合
|
97国内精品久久久久久久影视
|
国产主播在线观看精品
|
国产一级a毛一级a看免费视频一区二区三区
|
欧美日韩成人在线观看视频
|
成年在线观看免费视频kkk.
|
欧美精品一区二区三区99
|
久久久成人精品四区
|
无码中文亚洲五月天在线观看
|
精品中文字幕在线精品视频
|
欧美亚洲国产专区在线äpp
|
性欧美日韩视频在线
|
歐美日本一区二区三区在
|
在线免费日本亚洲视频
|
校花大胸奶汁乳流奶水出来
|
蜜桃AV一区高潮久久
|
日韩欧美久久成人
|
一级欧美一日韩片一级二级
|
中文在线字幕免费观看电视剧十
|
黄色网站在现观看
|
日本xxxxx成年動漫視頻
|
欧洲亚洲中文字幕日本欧美
|
亚洲熟妇码一区二区三区
|
国产aⅴ无码专区亚洲aⅴ毛片
|
日本三区四区免费高清不卡
|
音影先锋男人免费欧美国产
|
亚洲日韩精品东京热一区
|
日韩经典第一页
|
亚洲中文字幕综合久久
|
99国产热主播在线观看
|
日韓免費無碼高清毛片
|
成人黄色小说网站S色
|
国产最火爆久久女人天堂网网站
|
正能量网站你懂我意思正能量www下载破解
|
久久精品國產清高在天天線
|
精品不卡av一区二区
|
性欧美jiZZHD精品欧美菊
|
深夜a级毛片免费无码
|
91亚洲精品福利
|
欧美日一区在线播放国产区
|
www日韩Av一区二区
|
日韩精品视频免费一区二区三区
|
久久久无码精品喷水va成人专区
|
欧美黑人巨大videos精品男男
|
国产系列亚洲精品
|
无码专区人凄一级在线播放
|
日本美人妻OL美脚OL视频网
|
色拍自拍亚洲综合在线
|
精品久久免费视频
|
国产杨幂AV福利在线观看
|
色欲天天综合网护士网
|
99久久久免费精品国产99
|
国产一区二区三区在线视频…
|
五月婷婷精品
|
一级性爱视频欧洲
|
在线成人午夜视频精品一区二区
|
少妇婬乱全黄a片免费芒果视频
|
国产剧情ckplayer在线
|
人妻αⅴ中文字幕
|
香蕉久久A Ⅴ一区二区三区
|
男人天堂亚洲Av日韩Av
|
国产精品亚洲日韩欧美激情
|
久久综合伊人
|
欧美人牲交ā欧美精区日韩
|
91资源在线观看
|
抖音裸露合集视频在线观看
|
熟妇无码久久久影院
|
四虎亚洲国产成人久久精品
|
久久精品人人妻一区二区三
|
在线观看精品国产网站免费
|
97自拍视频在线
|
欧成人毛片一区二区三区
|
亚洲AⅤ在线无码7777KKKK
|
中文字幕在线观看视频网址
|
国产精品晓可耐在线观看
|
亚洲国产综合在线区尤物
|
久久夜色精品国产亚洲小说
|
国产青草成长在线视频
|
国产午夜福利不卡在线观看
|
免费一级真人片清高播放
|
欧洲精品www一区二区三区
|
日韩欧美电影一区二区三区
|
国产一级a毛一级a看免费视频一区二区三区
|
日韩福利国内主播在线播放网站
|
久久久久综合国产
|
青青青国产色视频在线观看
|
99久久性爱视频
|
国模GOGO中国无码免费视频
|
日韩欧美一级特黄片
|
99久久综合99久久综合网站
|
久久99精品久久久婷婷
|
av有码在线免费看
|
亚洲日韩在线精品视频第二页
|
精品丝袜国产高清自在线拍
|
婷婷丁香六月
|
久久天天躁狠狠躁夜夜Av
|
国产av一区最新精品精品无码国产av一区二区
|
狠狠久久踪合婷婷不卡
|
色老久久精品偷偷鲁
|
欧美亚洲丁香五月社区
|
国产剧情三级片视频在线观看二区
|
亚洲精品孕妇专区在线观看
|
XXXXX日本 日本熟妇
|
亚洲中文字幕av私人在线
|
成人无码视频在线观看网址无码免费大香伊蕉在人线国产
|
亚洲波多野结衣日韩在线
|
公交车上拨开少妇内裤进入电影
|
免费中文字字幕在线中文乱码
|
一区二区免费中文字幕午夜理论
|
91区视频在线免费观看
|
国产高清视亚洲一区二区
|
久久精品国产亚洲Äv麻豆欧
|
欧美韩国日本在线
|
衣服都掀起来把奶罩都丢上来小说
|
人妻少妇69久久中文字幕。
|
網友分享久热色心得
|
高清国产性色视频在线
|
(凹凸影业)久久久精品天堂无码中文字幕
|
人妻www欧美一区
|
A一级特黄日本大片黄大全
|
边爱边宠(1v1高H)
|
香蕉久久A Ⅴ一区二区三区
|
国产一二三区成人免费观看
|
欧美一级啪啪
|
欧美一级A片欧美精品野外
|
一女被两根凶猛挺进视频
|
亚洲动漫第一页
|
欧美日韩大片免费观看网站
|
亚洲欧美卡通
|
久久久无码精品喷水va成人专区
|
欧美色图综合精品91
|
国产普通话对白呻吟在线
|
欧美久久精品另类国产亚洲
|
欧美另内亚洲日本俄罗斯
|
日韩欧美国产高清在线
|
欧美人与动禽牲zozo
|
亚洲最大不卡一区二区
|
久久久精品人妻一区二区A黑
|
无码一区二区精品视频久久久
|
亚洲欧美日韩校园第二区
|
亚洲国产一区二区精品观
|
日韩最新av在线网站
|
国产精品无码永久免费888
|
黄黄网站在线观看
|
亚洲αv无码乱码在线观看牲色
|
日韩精品一区二区蜜臀av
|
久久精品国产亚洲AV日韩
|
亚洲欧美日韩人妻综合
|
欧美大成色www永久网站婷
|
99无码国产成人精品
|
国产拍免费精品视频
|
日韩一区二区三区北条麻妃
|
夜夜夜夜夜精品一区二区
|
国产三级av在在线看
|
国产超碰无码最新上传剧情
|
欧美日韩精品在线视频观看
|
911吃瓜黑料反差婊
|
国产亚洲美女精品自在线拍
|
久久精品国产亚洲aⅴ高清热
|
亚洲日韩那种视频在线
|
亚洲一区二区三区亚洲中久无码
|
欧美毛片一级的免费的
|
国产拍免费精品视频
|
淫色网欧美一区二区
|
亚洲日韩欧美制服二区dvd草草
|
av中文无码在线
|
欧美亚州日韩一区二区三区
|
尤物AV無碼色AV無碼麻豆
|
亚洲狠狠久久综合一区7777
|
一个人看的免费观看日本
|
日韩欧美电影一区二区三区
|
国产一区二区三区乱伦
|
亚欧AⅤ一二三四区在线观看
|
四虎永久在线精品波多野结衣
|
911吃瓜黑料反差婊
|
亚洲一级性爱
|
男人天堂av在线国产
|
香蕉成人啪国产精品视频
|
亚洲区午夜一区二区三区
|
久久国产精品性色
|
黄视频网站在线免费看a
|
国模GOGO中国无码免费视频
|
精品人妻一區二區三區四區
|
中文字幕久久波多野結衣
|
惠民福利日韩AV无码成人精品国产
|
国内揄拍国内精品少妇国语免费
|
狠狠干超碰五月天天堂
|
久久9亚洲福利视频
|
国产无遮挡又黄又爽免费看
|
岛国无码免费aⅤ毛片
|
青青草原在线视频免费看
|
久久精品國產清高在天天線
|
亚洲国内女性内射第一区二区
|
久久婷婷五月综合视频
|
国语精品第一区自产拍
|
亚洲AV永久无码精品一福利下载
|
久久精品成人欧美网址
|
亚洲av一卡二卡
|
五月丁香六月婷婷国产视频96视频
|
在线中文字幕视频
|
国产麻传媒精品国产AV
|
日韩专区一区二区
|
国产女激情对白视频在线观看
|
日韩精品亚洲综合
|
999国产永久免费视频
|
少妇性饥渴bbbbb搡bbbb
|
电击惩罚花蒂榨乳调教小说
|
精品少妇一区二区三区在线
|
日韩欧美综合在线
|
国产精品美女久久久婷婷网站
|
欧美日韩性视频在线网站
|
无码aⅴ精品一区二区三区天美
|
暗交小拗女一区二区三区
|
亚洲国产精品三区二区不卡
|
后入美女高潮在线观看
|
亚洲äV无码äV吞精久久
|
国外一级毛片免费看
|
av有无码中文字幕不卡一区
|
欧美日韩在线视频免费公开上传
|
青青青欧美在线视频观看
|
免费日韩欧美在线观看
|
国产精品jizz观看
|
乱码国产婷婷综合在线视频
|
欧美又大又硬又粗BBBBB影院
|
少妇粉嫩小泬白浆流出
|
中文字幕人妻无码中字
|
国产中文在线蜜乳
|
激情亚洲AV无码日韩AV
|
国产人成午夜免费噼拍视频
|
精品中文字幕毛片无码
|
久久青青草原国产精品免费
|
美国亚洲AV无码
|
欧美女同性爱脱垂
|
中午文无线码一区2020
|
久久99热国产亚洲精品尤物
|
午夜免费在线视频日韩欧美福利
|
女人久久www成人免费看
|
一级髙清黄色a毛片
|
国产对白精品刺激二区中文字幕
|
色一情一乱一片一区二区看片欧美
|
亚洲日产无码天堂
|
性色欲情网站iwww
|
亚洲日韩人妻一二三区
|
欧美日韩激情电影精品一区
|
亚洲欧美精品无人区国产一区
|
精品中文字幕在线精品视频
|
jizjizjiz亚洲熟妇无码
|
成年黄网站18禁免费观看一区
|
国产成人深夜视频在线观看
|
免费日韩欧美在线观看
|
亚洲va中文字幕不卡无码下载
|
亚洲久一国产综合日本a∨
|
校花大胸奶汁乳流奶水出来
|
国产AV无码精品一品二区
|
Aⅴ无码专区亚洲Aⅴ毛片
|
大片全部在线免费观看
|
夜欲AV无码精品一区二区
|
国产精品黄页网在线观看
|
韩国电影登山的目的
|
免费黄免费精视频网站
|
亚洲一区二区三区在线播放无码
|
1久久网大香蕉国产视频
|
资源在线视频亚洲
|
欧美日国精品一区二区三区视频
|
国产日韩欧美一中文字宇幕
|
日韩精品美女黄片
|
日韩黄a三级三级三级看三级少妇
|
水蜜桃视频在线观看播放
|
精品视频无需等待立即体验
|
一区二区国产高清
|
国产蜜芽尤物在线一区
|
国产熟女高潮激情露脸
|
97超碰在线公开免费
|
日本一道本a欧美牲交一道本
|
91抖音在线下载
|
国产乱伦精品一区二区
|
lubuntu免费下载网站
|
一个人看的免费高清www资源
|
日本h无羞动漫在线观看网站
|
成人无遮挡18禁免费视频
|
亚洲欧洲一区二区在线播放
|
欧美成人免费一区在线播放
|
日本激情视频一区二
|
亚洲图区欧美另类
|
欧美区视频一区二区偷拍区
|
亚洲av优女天堂熟女妓女
|
先锋影视色AV女人资源
|
亚洲成人精品在线资源
|
911吃瓜黑料反差婊
|
日本福利在線觀看
|
日本一区二区视频免费看
|
久久刺激cijilu福利72
|
jizjizjiz亚洲熟妇无码
|
在线亚洲成人中文字幕高清
|
夜夜澡天天碰人人爱av
|
99任我橹这里只有精品
|
96久久精品人人槡人妻人人玩
|
免费人成小说在线观看网站
|
国产97精品视频免费播放
|
粗大挺进朋友人妻淑娟
|
xxx.日本在线播放国产
|
欧美黄色一级久久片
|
国产一区二区三区在线观看网站
|
日本中文字幕网站在线观看
|
啪啪人妻一区视频
|
日韩精品人妻无码久久影院
|
又爽又黄无遮挡免费视频国产的
|
无码中字出轨中文人妻中文中
|
免费无码又爽又刺激高潮的视频
|
又爽又高潮国产亚洲精品
|
亚洲日韩欧美制服二区
|
亚洲精品AⅤ无码精品丝袜足
|
久久人妻露出自慰18
|
毛片特黄全黄中日抽插黄片
|
亚洲精品日韩在线观看视频
|
pali.fyi轻量版线路检测
|
精品久久久久久久国产潘金莲
|
激情性爱视频在线观看男同
|
久久久国产精品美女
|
羞羞答答视频在线一区二区三区
|
日韩美女视频在线网站视频
|
午夜一级毛片免费播放
|
欧美日韩一级二级三级
|
国产一区久久无码
|
国产a级综合区毛片久久国产精品不卡
|
少妇被粗大的猛烈进出小说
|
露脸国产野战最新在线视频
|
h在线观看911国产精品
|
24小时免费看片亚洲无码
|
国产伦精品一区二区三区女
|
国产日韩在线观看一级
|
尤物少妇久久综合九色综合
|
99久9久免费国产动漫
|
粉嫩小国产在线观看免费
|
中文字幕免费高清电视剧网站
|
精品国产sm全部网站在线观看
|
日韩欧训练一二三区
|
韩国主播福利视频一区二区三区
|
欧美乱色熟女一区二区三区
|
男女嘿嘿羞羞动态视频
|
一级AAA毛片无码视频
|
全国三级网站在线免费观看
|
亚洲国产激情精品在线观看
|
97久久国产亚洲精品超碰热
|
A无码国产在线看免费网站
|
最新1024狼友在线
|
国产精品午夜无码TV在线
|
免费无码av一区二区三区
|
精品无码久久久久久久久曰韩
|
色悠久久久久综合网伊人
|
胸好大娇喘摸揉捏视频免费
|
久久精品国产亚洲aⅴ高清热
|
成全影视免费观看
|
精品人妻久久久久一区二区高清观看视频
|
精品午夜美女视频
|
中国大陆黄色毛片在线播放不卡
|
成人毛片1024你懂的
|
国产私人尤物在线观看
|
国内大91人妻人人澡人人爽人人精品
|
免费人妻无码中文字幕
|
中文国产字幕不卡
|
特黄aaaaaaaa片免费直播
|
黄片无码视频在线看
|
精品国产一区二区三区在线观看
|
欧美色一区二区三区视频
|
清纯大学生av在线
|
国产成人精品男人免费
|
日韩国产欧美视频在线观看
|
无码一区二区精品视频久久久
|
在线中文字幕无码一区
|
在线大陆三级无码视频
|
国产精品美女久久久浪潮AV厕所
|
久久精品国产99精品国产亚洲
|
亚洲最大不卡一区二区
|
亚洲热搜电影院全部免费观看
|
久久精品国产99精品国产亚洲
|
黄a级网站在线观看
|
亚洲欧美韩国
|
高清无码在线一区二区三区
|
欧美在线播放国产精品
|
久久精品视频人妻
|
日韩免费视频无码一区二区三区
|
伊人久久青草青青综合
|
亚洲av一二三又爽又色又色
|
男生女生一起差差差免费下载安装大全熊猫
|
久揄鲁鲁一二三四区在线
|
人妻无码中文字幕AV不卡
|
免费看无码午夜福利片
|
国产精品毛片在线完整版SAB等
|
黄视频网站在线免费看a
|
精品一区二区三区久久精品无码
|
天天日天天日天天爽天天射
|
影音先锋亚洲综合小说在线
|
噜噜吧噜噜色热热
|
亚洲第一无毛黄片
|
国产老熟女精品久久久久影院
|
av无码播放一区
|
人人妻人人添人人爽欧美一区卜
|
国产精品无不卡一区二区
|
精品国产一区二区三区免费91
|
日韩国产精品视频一区
|
韩国三级《甜性涩爱》在线观看
|
性欧美videos另类hd高清
|
日本乱人伦精品视频
|
亚洲中文字幕无码爆乳Aⅴ
|
欧美亚洲丁香五月社区
|
华人色网网站
|
欧美精品一区二区三区四区五区
|
爱福利秒拍国产导航小视频
|
中文字幕韩国三级少妇在线光看
|
五月激情丁香网
|
91资源在线观看
|
富二代视频黄色
|
精品成人国产主播第一区
|
色中文A∨中文人妻中文出轨
|
中文字幕成人午夜
|
成人国产91麻豆国语
|
亚洲精品mm1313久久
|
国产久视频这里只有精品
|
亚洲.欧美.中文字幕在线观看
|
中文亚洲日韩国产精品
|
男的插女的视频网站
|
国产人成视频永久免费
|
中文在线字幕免费观看电视剧十
|
四虎永久在线精品免费观看视频
|
久久综合九色综合欧美狠
|
欧美大成色www永久网站婷
|
日本熟妇色最新视频
|
精品国产免费人成电影
|
国产高清视亚洲一区二区
|
极品模特口瀑吞精视频在线播放
|
一区二区三区日本在线视频免费
|
国产成在线观看免费视频密
|
日本爽快片18禁免费看
|
成人黄色免费播放
|
无码中字出轨中文人妻中文中
|
日本三级黄在线观看第三方网站
|
少妇高潮喷水在线观看
|
少妇婬乱全黄a片免费芒果视频
|
好吊色综合高清国产成人
|
国产精品一在线观看
|
天天干天天插天天射
|
国产亚洲欧美日韩亚洲中文色
|
极品人妻一区二区三区视频
|
福利一区二区不卡国产
|
國產精品國產三級國產AV麻豆
|
亚洲vs欧洲vs美洲无吗
|
日韩制服丝袜高清有码在线
|
色费女人18毛片a级毛片视频你想要
|
97碰人妻免费碰碰碰
|
久久精品久久亚洲精品
|
中午文无线码一区2020
|
日本一道本a欧美牲交一道本
|
日本韩国黄色一区二区三区
|
欧美国产在线一区二区三区人
|
2222A片美女一级毛片
|
亚洲av中文无码字幕色最新
|
久久精品国产66
|
一级夜理论片久久
|
永久免费A片在线观看午夜
|
深夜老司机福利
|
色老久久精品偷偷鲁
|
一道久高清免费无码
|
无码一区免费在线不卡
|
午夜视频一区二区三
|
亚洲黄色片一级黄色片
|
婷婷丁香六月
|
在线亚洲欧美成人亚洲
|
四虎免费在线播放无码婬A级毛片免费专区
|
五月婷婷激情在线视频看看
|
波多野结衣在线一区播放
|
人妻丝袜中出中文字av幕
|
国产中文欧美在线观看
|
在线成人欧美一区
|
久久久久久久久久亚洲精品影院
|
亚洲日韩一区二区樱花视频
|
欧美成人欧美Va在线电影
|
性饥渴少妇sex无码毛片
|
国产电影精品一区二区三区
|
亚洲AV成人片在线观看天堂无码
|
亚州一区二区三区无码
|
国产精品亚洲日韩欧美激情
|
av中文无码乱人伦
|
亚洲日韩精品无码专区网址
|
av一区二区日韩精品
|
亚洲中文字幕无码a∨网址
|
亚洲人成影院在线观看无码
|
欧美 国产 亚洲 卡通 综合
|
爱如潮水3免费观看日本高清
|
午夜伦欧美理片848
|
成人影视一区二区三区在线
|
色悠久久久久综合网伊人
|
精品不卡av一区二区
|
精品丝袜国产高清自在线拍
|
亚洲国产色在线播放观看
|
了解最新毛aa毛片
|
亚洲ÅV无码一区二区三区天堂
|
欧美日韩人妻国产久久久91精品一区二区三区
|
大屁股白浆精品一区二区
|
久久久精品水蜜桃色
|
国产又色又爽又剌激的视频
|
久久亚洲精品免费网站
|
国产精品国产一级AV免费
|
亚洲欧美最新视频日韩电影
|
国产电影精品一区二区三区
|
了解最新国产亚洲一区二区精品
|
狠狠爱综合五月天婷婷
|
超碰97国产欧美18禁
|
韩漫免费在线看无付费
|
91热久久免费频精品无码1
|
男女无遮挡猛进猛出免费视频男女无
|
亚洲国产精选视频
|
国产精品中午字幕
|
欧美三级大片在
|
日韩精品少妇一区二区
|
久久综合免费A天堂
|
6080yy国产精品无码
|
亚洲αv无码乱码在线观看牲色
|
琪琪色源无码网站免费在线视频
|
日韩福利国内主播在线播放网站
|
国产又黄又湿又色又刺激
|
免费无码性行为视频
|
爽爽婬人综合网网站蜜桃视频
|
亚洲人成小说网站色在线观看
|
久久亚洲精品免费网站
|
丰满岳乱妇一区二区一区
|
久久久久99精品成人毛片
|
国产av丝袜一区二区三区九色
|
色呦呦一区二区三区免费
|
娇妻被别人玩弄至高潮视频
|
9国产亚洲AV综合人人澡精品
|
亚洲成a人片在线观看无码专区
|
国产亚洲情侣一区二区无
|
久久久av一区二区
|
天下第一社区视频welcome
|
国产福利视频一区二区在线观看
|
一级AAA毛片无码视频
|
巜做爰猛烈大尺高压监狱
|
性色av视频一区二区三区
|
毛毛AV在线播放
|
无码一区二区精品视频久久久
|
少妇人妻一区二区三区四区五区
|
欧美成人高清网站
|
中文字幕av久久人妻蜜桃臀
|
管家婆一肖一码最准资料公开
|
欧美一级b视频不免费播放
|
波多野结衣在线一区播放
|
91最新在线免费观看国产
|
最新av天堂手机在线看片资源
|
探花视频国产一区
|
欧美毛片一级的免费的
|
亚洲综合av色婷婷
|
思思99热女女精品免费观看资讯
|
东京热2干黑人
|
亚洲中文字幕无码av麻豆
|
欧美黄色一级久久片
|
国产又黄又粗又长的视频
|
国产三级级在线电影名
|
aaa国产亚洲欧美在线观看
|
国产天堂在线免费观看
|
97色精品视频在线观看
|
国产剧情探花视频一区二区
|
国产主播在线观看精品
|
91免费 无码 日产在线观看
|
全部费免一级毛片不收费
|
热e国产热视频二区
|
igao视频激情精品
|
久久精品亚洲一区二区三区浴池
|
日韩少妇无码一区二区三区
|
欧美大成色www永久网站婷
|
被男人吃奶跟添下面特舒服动漫
|
日韩中文毛片在线
|
免费人成视频在视频
|
国产aⅤ一二三区无码视频
|
久久久久久亚洲精品不卡性色åv
|
日韩女同一区二区三区
|
猎户h圆房~h嗯啊1v2视频
|
人妻 丝袜美腿 中文字幕在线视频
|
国产精品柳州莫菁69影院
|
日本三区四区免费高清不卡
|
亚洲妇人成熟性成熟图片高清
|
亚洲最大在线无码
|
激情欧美成人狠狠色金八天
|
欧洲亚洲国产综合精品
|
色偷偷东京热男人的天堂
|
男生女生一起差差差免费下载安装大全熊猫
|
色a资源在线一道本无吗一区
|
日韩在线亚洲网站
|
婷婷色国产精品视频一区二区
|
差差差很疼视频30无掩盖软件
|
国模自拍视频一区二区三区
|
特黄美女免费看成人不卡大片
|
三级大片a中字幕无码在线观看
|
王者荣耀女英雄被操
|
国产一级生活片欧美性爱亚洲
|
亚洲毛片ÄV无码一区二区
|
国产三级av在在线看
|
男同GAY毛片免费可播放
|
久久综合给合久久狠
|
91日本在线精品高清观看
|
少妇免费三级毛片观看
|
国产成人av影院在线观看
|
国产欧美日韩中文字幕第一页
|
国产真实迷奷系列在线免费看
|
国产成a人亚洲精v品在线观看
|
国产精品久久久久久 中文字幕
|
电影在线播放高清无码
|
国产成人亚洲精品另类动态换脸|
精品福利视频免费一区二区
|
水蜜桃视频在线观看播放
|
欧美成人精精品一区二区三区网站
|
惠民福利日韩AV无码成人精品国产
|
亚洲欧美日韩一二三在线观看
|
黄色不用登录不要钱
|
一边吃奶一边做边爱完整版
|
亚洲人人妻偷人人
|
a成在线观看网站
|
正能量网站你懂我意思正能量www下载破解
|
中文字幕韩国三级少妇在线光看
|
中国大陆黄色毛片在线播放不卡
|
9国产亚洲AV综合人人澡精品
|
成人精品久久久免费
|
久久—爽—国产精品—久久
|
丝袜美腿女邻居人妻中出
|
久久欧美AⅤ无码精品网站
|
免费久久久久久精品成人欧美大片
|
天下第一社区视频welcome
|
国产婷婷一区二区免费不卡
|
毛片特一级在线视频
|
国产初高中生粉嫩无套第一次
|
国产成人深夜视频在线观看
|
欧美日韩免费成人一级片
|
乱码一线二线三线新区破解版
|
工口游戏绅士们的免费入口
|
一级毛片a免费播放王色
|
精品亚洲国产av无码专区一区
|
A级毛片免费观看大全
|
国产亚洲日韩欧洲一区五月天
|
天下第一社区视频welcome
|
少妇午夜啪爽嗷嗷叫视频
|
无码高清一区二区三区四区
|
国产一区二区在线播放米奇
|
亚洲国产高潮在线观看
|
国产黄在线视频免费观看和
|
亚洲四虎美女视频
|
精品欧美激情在线看
|
国产一区二区高清在线
|
中字幕一区二区三区视频播放
|
av无码不卡永久免费
|
成+人+综合+亚洲欧美国产
|
亚洲一级av无码毛片不卡麻豆
|
yellow字幕中文在线观看
|
欧美日韩激情一区在线
|
高清精品中文综合
|
久久精品熟女亚洲AV艳妇
|
婷婷久久久久亚洲AV片无码
|
国产一级生活片欧美性爱亚洲
|
亚洲不卡无码ąv中文字幕
|
日韩精品一区二区蜜臀av
|
日韩中文字幕无码视频专区
|
又粗又硬又爽国产毛片
|
国产普通话无套内谢三饭片
|
一区二区粉嫩高清AV
|
色a资源在线一道本无吗一区
|
无套内射蜜桃小视频
|
日本网站中文字幕成人亚洲
|
精品久久无码视频一区
|
国产毛片精品一区二区嗯啊
|
国产 亚洲 制服 无码 中文
|
五个黑人玩一个女5p的小说
|
激情综合丁香婷婷六月
|
成人影视一区二区三区在线
|
H高潮嗯啊娇喘抽搐高视频
|
国产精品视频一区二区色戒
|
久久久老熟女一区二区三区91
|
在线视频韩日乳 无码
|
亚洲少妇av导航
|
在线观看欧美精品
|
成人一区二区三区免费观看
|
亚洲三级av手机在线免费观看
|
欧美一级免费观看成人
|
黄色av电影在线免费观看
|
无码cosplayav在线网站
|
亚洲成av人片乱码
|
国产普通话对白呻吟在线
|
久久天天躁狠狠躁夜夜Av
|
激情中文字幕亚洲欧洲久久
|
四虎永久免费网站免费观看
|
国产精品久久夜夜爽
|
精品人妻无码精品一区二区三区
|
婷婷五月天六月天
|
99久9久免费国产动漫
|
欧美日韩免费成人在线视频
|
精品國產亞洲一區二區三區在線觀看
|
精品丝袜国产高清自在线拍
|
亚洲国产麻豆综合一区
|
狠狠丁香亚洲综合久久
|
黄色免费福利影院
|
亚洲无码高清在线观看影院
|
亚洲国产欧洲av
|
国产精品爆乳美女在线播放
|
无码在线观看区一区二区三
|
欧美动漫国产日本在线
|
欧美在线视频综合成人网
|
亚洲91精品麻豆国产系列在线
|
在线播放国产熟睡乱子伦
|
国产成人亚洲精品蜜芽
|
日本中文字幕最新资源
|
久久精品中国日韩无码a'y
|
国产2018久久久黄片
|
99精品偷拍视频一区二区三区
|
淫色综合网站
|
av无码不卡永久免费
|
亚洲AV无码国产精品色午七夜
|
国产日韩欧美色图
|
911国内在线自产免费观看
|
亚洲精品高清中文字幕
|
国产成人无码a区电影
|
亚洲va国产va天堂va在线
|
亚洲va国产va天堂va在线
|
婷婷五月丁香久久
|
男女一起爽爽爽视频免费
|
日韩激情综合网久久99久久
|
国内精品免费午夜一级毛片
|
亚洲国际精品素人AV
|
白丝一区二区
|
亚洲三级av手机在线免费观看
|
中文字幕欧美中文字幕
|
www日日夜夜久久
|
级国产乱理 片在线观看
|
中文字幕毛片精品无码视频
|
天堂国产v欧洲v日韩
|
国产高清在线免费看的
|
国产äv电影区二区三区曰曰骚网
|
国产精品性爱视频亚洲国产黄片
|
仙人掌嘿呦嘿呦网站推广
|
日韩欧美一级特黄片
|
日韩无码三级电影免费观看网址
|
日韩中文在线久草热视频
|
国产又爽又黄又无遮蔽在线观看
|
精品动漫免费二区亚洲
|
亚洲第一人伊狼人久久
|
免费一级毛片麻豆精品
|
国产日韩视频在线一区播放
|
99re一区二区这里只有精品在线观看
|
成人精品久久亚洲欧美成人综合在线
|
911吃瓜黑料反差婊
|
精品无码一区二区三区不卡无码
|
日本一级片在线观看
|
日本网站中文字幕成人亚洲
|
中文无码一区二区不卡av
|
国产超碰人人做人人爽ā大片
|
男生女生一起差差差免费下载安装大全熊猫
|
久久精品女人天堂
|
亚洲AV秘片一区二区三区
|
久久无码午夜体验区
|
精品动漫免费二区亚洲
|
日韩午夜有线影院视频
|
亚洲一日韩欧美中在线观看
|
国产高潮精品呻吟久久∧v无码
|
日韩一区二区三区北条麻妃
|
亚洲日韩欧洲无码av夜夜摸无码
|
一级欧美一日韩片一级二级
|
欧美日本aⅴ免费久久
|
亚洲免费成人av电影
|
免费人成视频年青人在线无毒不卡
|
本站收藏大量国产精品国产一区二区三区
|
亚洲三级毛片在线观看高清
|
精品国产高清在线看国产
|
av无码电影在线看免
|
99久久国产亚洲高清观看大全
|
国产美女精品免费视频观看
|
无码国产97精品久久久久孕妇
|
美女一级自慰片免费看
|
三级片免费一区二区
|
老师好紧我要进去了久久小说
|
色欲色欲蜜桃麻豆
|
国产精品高清尿小便嘘嘘
|
日韩丝袜福利在线
|
囯产精戌人品2021
|
国产热门福利网在线观看
|
五月婷婷丁香综合视频
|
麻豆成人免费av
|
国产视频第一页在线播放
|
视频一区二区三区视频一区二区
|
69xxxx高清久久极品欧美天堂
|
国产精品美女久久久婷婷网站
|
一女被两根凶猛挺进视频
|
97精品日韩一区二区三区
|
极品大白腿女神粉嫩嫩啪啪
|
2019精品国产自在
|
免费一看一级毛片看片
|
久久9亚洲福利视频
|
97久久超级人人
|
91欧美一区二区三区电影天堂
|
国产岛国高清视频在线
|
音影先锋男人免费欧美国产
|
亚洲播放一区二区
|
男女做那个免费视频网站
|
波多野结超清无码中文影片
|
少妇极品熟妇人妻高清性色av
|
一女被两根凶猛挺进视频
|
最近在线更新中文字幕
|
香蕉久久99综合一区二区三区
|
国产精品视频来自久久久
|
日本一区二区尤物视频网站
|
亚洲欧洲日本免费看
|
欧美成人日本成人手机在线
|
天堂综合久久久黄色一级中文毛片字幕
|
怡红院免费全部视频在线视频
|
大橋久未無碼吹潮在線觀看
|
精品久久免费视频
|
天下第一社区视频welcome
|
欧美国产精品中文另类
|
欧美日韩精品高清一区二区女人
|
A无码国产在线看免费网站
|
国产a级精品一区二区免费看视频
|
他用舌头给我6次高潮
|
久久精品国产99精品国产亚洲
|
亚洲日韩欧美在线午夜
|
国产免费无码专区视频在线观看
|
国产一区二区三区乱伦
|
又爽又高潮国产亚洲精品
|
av有码在线免费看
|
欧美黑人巨大videos精品男男
|
国产AⅤ无码专区亚洲A∨综合网
|
高清精品一级毛片
|
欧美又大又硬又粗BBBBB影院
|
先锋中文字幕在线资源
|
久久精品aⅤ中文字幕
|
国产69精品剧情视频
|
青草青草久热精品视频69
|
超黄超爽的黄色av网站
|
国产精品久久成人AV电影
|
日韩精品一级毛片免费视频
|
思思久久96热在精品国产高清
|
五月婷婷国产在线
|
爱情岛亚洲 国产
|
校花的凌羞辱日记高H女女
|
全国三级网站在线免费观看
|
青青青国产色视频在线观看
|
影音先锋无码a∨男人资源站
|
亚洲AV无码久久精品网
|
亚洲伊人久久综合图片
|
岛国av无码免费无禁播放器
|
国产高中生偷尝禁果视频大全
|
日韩人妻无码免费视频一二区
|
亚洲欧美日韩激情一区二区
|
永久免费无码国产网站
|
超碰97国产欧美18禁
|
性盈盈影院中文字幕在线
|
人妻少妇精品系列短文
|
青青草原综合网
|
波多野结衣家庭教师good
|
亚洲午夜久久福利
|
精品热映电影天堂在线观看免费完整版
|
囯产精品国产三级国
|
日韩精品妓女在线观看视频免费
|
级国产乱理 片在线观看
|
欧美牲交a欧美牲交aⅴ免费看
|
在线无码不卡的AV
|
日韩国产精品视频一区
|
91国在线国内在线推放
|
H高潮嗯啊娇喘抽搐高视频
|
久久精品国产99国产
|
亚洲av优女天堂熟女妓女
|
日韩激情毛片免费观看
|
國內精品人妻無碼久久久影院導航
|
久久久精品波多野结衣av
|
亚洲av片久久综合网
|
手机看片福利永久国产漫画
|
激情综合丁香婷婷六月
|
99无码国产成人精品
|
国产一级a特黄大片做受在线观看
|
亚洲第一精品卡通动漫在线观看
|
国产成本人片无码免费2020
|
久久精品國產清高在天天線
|
国产9i精品女同一区二区
|
黄色软件免费给我啊啊啊呀不要
|
宅男噜噜噜66网站在线观看
|
乱人伦人妻中文字幕无码
|
水蜜桃视频在线观看播放
|
九九电影网456亚欧视频
|
日韩特级毛片久久国产电影
|
欧美亚洲国产目韩成人综合
|
无套内射蜜桃小视频
|
久久人与动人物a级毛片一
|
秋霞电影网一区二区
|
啦啦啦 中文 中国 免费 高清在线
|
久久WWW成人免费网站
|
亚洲日韩人妻一二三区
|
波多野结衣av一区二区三区中文
|
国产经典一区二区三区蜜芽
|
人妻无码系列一区精品
|
狼群影院在线观看
|
亚洲激情第一区第二区
|
又爽又黄色片又爽
|
最近2024中文字幕国语视频
|
国产欧精品一区久久久久久
|
午夜丝袜一区二区在线观看
|
国日韩毛片精品高清免费
|
国产av一区最新精品精品无码国产av一区二区
|
精品人妻一區二區三區四區
|
国产一级生活片欧美性爱亚洲
|
国产又爽又大又黄A片软件
|
亚洲AV无码乱码国产一区
|
福利一区二区不卡国产
|
国产精品美熟女一区二区
|
国产主播在线观看精品
|
国产成人亚洲精品蜜芽
|
欧美多毛老妇深喉交视频
|
亚洲精品国产欧美日韩在线
|
国产欧美日韩中文字幕第一页
|
中文字幕被公侵犯的漂亮人妻
|
国产蜜芽尤物在线一区
|
久久精品国产亚洲AV午夜
|
亚洲中文字幕无码久久不卡蜜臀
|
曰批免费视频播放40分钟完整在线观看
|
国产午夜福利线视频
|
性欧美jiZZHD精品欧美菊
|
无高清人妻一区二区
|
国产精品免费黄色视频
|
日本h无羞动漫在线观看网站
|
亚洲精品高清一二三区久久
|
日本av最好看的女优
|
特黄特毛一级片免费在线观看
|
亚洲国产欧美一级影片
|
色欲色欲蜜桃麻豆
|
蜜桃视频污版网址大全
|
中国大陆黄色毛片在线播放不卡
|
免费ä级在线观看完整片
|
双男车车的车车网站w98免费
|
无码人妻丰满熟妇精品区
|
亚洲不卡无码ąv中文字幕
|
欧美日韩被狂躁精品
|
久久国产高清一级毛片无码
|
亚洲色图中文无码
|
少妇隔壁人妻中文字幕
|
精品无人国产偷自产在线日本
|
亚洲精品一区二区三区麻豆
|
国产视频高清
|
国产精品国产三级区别日本护士野外XXXHD
|
婷婷国内一区二区三区香蕉
|
办公室被三个老板玩弄
|
猫咪APP在线观看
|
最真实国产抽搐高潮露脸在线观看
|
亚洲无码一区二区三区四区在线观看
|
一道久高清免费无码
|
久久久91免费看`日韩一区二区
|
97人人揉人人捏人人添电影
|
亚洲AV成人片在线观看天堂无码
|
久久精品熟女亚洲AV艳妇
|
国产精品jizz观看
|
在线观看潮喷失禁大喷水无码
|
丝袜无码国产专区
|
久久亚洲国产精品网站
|
四虎精品久久久
|
福利免费三级现频在线观看
|
亚洲A国产AV综合AVvr
|
人妻被按摩到潮喷中文不卡。
|
日韩欧美另类一区精品在线
|
欧美激情中文字幕第八页视频
|
天海翼视频在线观看
|
性色aV一区二区天美传媒
|
lubuntu免费下载网站
|
色噜噜AⅤ熟女人妻系列大岛优香
|
v欧美精品v日本精品
|
亚洲精品免费日本
|
欧美黄视频在线观看
|
日韩精品免费在线观看
|
日本在线不卡视频
|
9l视频自拍蝌蚪9l视频
|
阿娇视频国产精品久久
|
日韩欧美日韩第一区在线
|
国产女主播午夜福利
|
99久久精品一区人妻å黑
|
亚洲精品乱码综合久久
|
日韩制服丝袜高清有码在线
|
亚洲视频一区二区不卡播放
|
亚洲美女国产精选99
|
国产精品精品无码国产污污污免费
|
奇米第四狠狠777高清秒播
|
日韩美女一区二区三区四区
|
国产精品免费视频色无码
|
免费观看在线aa
|
日韩欧美动漫国产制服
|
国产人妖h视频在线观看
|
香蕉樱桃水蜜桃猕猴桃菠萝
|
欧美精品一二区在线观看
|
久久精品欧美一区二区三区
|
特级淫片aaa毛片视频免费看大全
|
丁香五月天之婷婷综合缴情
|
日韩视频在线观看
|
亚洲欧美日韩一二三在线观看
|
久久久精品人妻一區二區三區四
|
久久精品国产色综合AV
|
欧洲爆乳AV一区二区三区
|
久久久国产精品免费A片分
|
免费日韩欧美在线观看
|
婷婷成人亚洲综合小说
|
亚洲综合精品日本
|
一级小视频免费国产
|
亚洲äV无码äV吞精久久
|
亚洲 欧美 日韩在线
|
亚洲中文字幕综合久久
|
亚洲国产麻豆综合一区
|
天堂va亚洲va欧美va国产
|
日本網站在線播放
|
亚洲欧美日韩一区二区不卡五月丁
|
黄色香蕉视频APP
|
色呦呦一区二区三区免费
|
亚洲精品一卡2卡3卡三卡四卡
|
日韩大片91免费观看视频播放
|
亚洲动漫第一页
|
中日韩精品视频一区二区在线观看
|
国产精品成人观看视频网站
|
十八美女毛片免费看
|
久久久久熟女丝袜美腿三级
|
亚洲色国产av天堂
|
国产免费高清视频a一区二区三区不卡
|
天天人人综合影院app
|
在线观看视频中文字幕一区二区三区
|
日本一道本a欧美牲交一道本
|
邻居爆乳少妇一区二区三区
|
国产欧美日韩在线播放一区
|
国产精品青青在线观看爽
|
久久久久久亚洲精品不卡性色åv
|
国产在线精品欧美乱
|
狼友视频在线
|
欧美五十风韵犹存的熟妇
|
国产免费夜福利一区二区三区
|
一级毛片AAA免费无码綠色網站
|
av无遮挡免费观看在线网站
|
波多野结衣家庭教师good
|
久久—爽—国产精品—久久
|
欧美日韩a在线播放
|
sese视频在线观看
|
国产精品午夜91
|
亚洲二区三区四区五区无码
|
国产欧精品一区久久久久久
|
99热亚洲综合日韩精品
|
天天摸夜夜添夜夜无码久久
|
挤奶+玩弄跪趴嗯啊
|
精品国产高清在线看国产
|
狠狠丁香亚洲综合久久
|
玩弄少妇人妻
|
91小视频在线观看app最新版
|
精品无码一区二区三区不卡无码
|
国产亚洲精品久久久久婷婷图片
|
无码av中文一区
|
99麻豆精品99久久
|
国产曰批免费视频
|
成+人影片+免费观看777
|
A网站一区二区三区
|
黄色软件色多多
|
国产交换夫妇三个玩一个
|
曰批免费视频播放40分钟完整在线观看
|
亚洲色大网站www永久网站
|
中文字幕无线码中文字幕下载
|
国产在线看片网站
|
亚洲人成网站精品片在线观看
|
中文字幕无码72页
|
国产夜趣福利免费视颁
|
亚洲第一理论片
|
国产成人免费不卡在线观看
|
一区二区久无码久免费视频
|
中文字幕无码人妻av婷婷
|
91视频网国产一区二区
|
caopren免费视频国产
|
无码专区人凄一级在线播放
|
国产精品美女被操
|
天天做天天爱夜夜大爽完整
|
国产精品亚洲欧美一级在线
|
国产精品一区二区韩国AV
|
亚洲成āV人片在线观看无
|
四虎免费在线播放无码婬A级毛片免费专区
|
韩国三级《吸奶头》电影
|
99久久一毛二区精品无码
|
国模自拍视频一区二区三区
|
无码cosplayav在线网站
|
成人在线观看丰满少妇
|
日韩欧美国产自拍激情电影
|
亚州综合激情另类久久久
|
2022最新不卡国产毛片
|
亚洲不卡无码ąv中文字幕
|
午夜国产a精品一区二区
|
免费看av大片网站在线观看
|
精品福利在线永久播放
|
sese视频在线观看
|
青青草色久综合网
|
伊人久久大香线蕉综合08
|
国产伦乱码精品一区二区三区
|
无码aⅤ免费一区二区三区
|
久久精品日本东京热
|
精品爆乳一区二区三区在线播放
|
亚洲乱码在线无码av
|
亚洲综合无码人成在线
|
无码中文字幕4444
|
一边吃奶一边做边爱完整版
|
深夜国产福利在线
|
少女初欢电影免费观看
|
久久综合色播亚洲淫视频
|
一日本道伊人久久综合影
|
国产日韩在线观看不卡
|
精品人妻久久久久久666不卡
|
果冻传媒视频在线播放
|
果冻传媒AⅤ毛片无码蜜桃
|
二区三区人人妻人人精品视频
|
国产尤物视频91在线
|
成年轻人网站色直接看
|
丰满精品人妻少妇久久字幕
|
影音先锋熟女av鲁色资源网
|
狠狠爱精品福利一区二区
|
日本黄漫无码视频在线观看
|
涩涩色中文综合亚洲
|
日本韩国亚洲精选
|
窝窝人体色www色聚窝
|
亚洲中文字幕制服丝袜电影
|
日韩欧美一区二区奇米
|
www插插插无码免费视频
|
无码适合夫妻看的视频
|
青青操黄色在线视频观看
|
69福利在线视频国产
|
国产专区亚洲欧美另类在线观看
|
暖暖a级毛片在线视频免费看
|
国产免费一区二区三区精品在线
|
韩国电影外出在线观看
|
欧美大杳蕉视频在线观看
|
玖玖玖国产精品
|
香蕉久久A Ⅴ一区二区三区
|
日韩美女一区二区三区四区
|
国产在线观看波多野结衣
|
亚洲综合无码久久
|
久久久婷婷婷亚洲五月激情
|
草莓APP下载国产在线
|
午夜一级毛片免费播放
|
成年黄网站18禁免费观看一区
|
国产一区二区在线播放米奇
|
日产有线一区2区三区
|
午夜影院免費體驗
|
2018高清日本一道国产在
|
九九精品视频在线观看
|
高清在线精品亚洲欧美日韩中文字幕在线
|
国内大91人妻人人澡人人爽人人精品
|
亚洲Av综合日韩精品久久久
|
国产伦精品一区二区三区女
|
亚洲欧美卡通
|
男Gay同志AⅤ高清免费软件
|
久久中文字幕久久无码最熱門最齊全電影!
|
插 爆乳 啊 呻吟 爱 在线观看
|
伊人色综合久久
|
亚洲AV无码乱码国产一区
|
房四四房欧美色播日韩热播
|
精品少妇一区二区三区在线
|
岛国毛片99在线播放
|
日韩无遮挡一级无码毛片
|
又爽又黄A片免费观看直播蜜桃
|
久久这里只有精品三级
|
国产午夜福利不卡在线观看
|
西西人体44renti高清亚洲
|
日韩成人无码一区二区视频
|
日日日亚洲老鸭窝国产91
|
99久久精品国产综合影视
|
久久这里只有精品三级
|
五月六月丁香婷婷玖玖
|
大菠萝官方APP在线观看
|
{制服丝袜第10页综合
|
肉体奉公在线观看中文
|
91探花视频免费播放
|
精品久久久久久久国产潘金莲
|
亚洲欧洲性爱色网视频
|
中文字幕韩国三级少妇在线光看
|
国产一区二区在线午夜精品
|
国产9i精品女同一区二区
|
色噜噜AⅤ熟女人妻系列大岛优香
|
日本黄漫无码视频在线观看
|
国产精品久久久亚洲直播
|
人人妻人人澡人人爽人人精品直播
|
一级毛片AAA免费无码綠色網站
|
欧美另内亚洲日本俄罗斯
|
思思99re久久精品国产首页
|
奇米影视888欧美影院婷婷社区
|
国产一区二区观看一分钟
|
日本一大新区免费高清不卡
|
国产精品免费黄色视频
|
国产偷搞自拍视频区gq
|
国产乱婬AV麻豆国产免费
|
中国丝袜丝交nylons视频
|
女性喷液过免费视频
|
久久久久免费经典av麻豆传媒
|
亚洲美女久久99中文字幕
|
无套中出极品人妻
|
人妻 丝袜美腿 中文字幕在线视频
|
亚洲国产成人久久综合碰亚洲vs日韩vs欧美vs久久
|
成人精品在线观看
|
高潮喷水精品无码喷水av
|
国产精品九九一区视频
|
亚洲午夜成人免费毛片一区二区三区
|
啊轻点灬太粗嗯一路向阳
|
国内精品午夜久久久久影院
|
国产免费的野战视频
|
无码97色伦在色在线播放
|
亚洲资源在线播放
|
亚洲欧美一区二区三区二厂
|
精品国产高清自在线一区
|
天天躁日日躁狠狠躁精品推荐
|
亚洲日韩精品东京热一区
|
激情五月婷婷影音先锋
|
久久久最近免费字幕中文大全
|
国产精品1区免费影视
|
精品久久无需播放器
|
国产噜噜噜视频在线观看
|
亚洲和欧洲一区三区免费视频
|
18禁成人午夜免费网站在线
|
又黄又大又粗又硬的无码色网视频
|
无码人妻精品视频一区二区三区99
|
婷婷成人亚洲综合小说
|
无人观看免费黄片视频
|
亚洲国内自在线黄片
|
国产日韩视频在线一区播放
|
日本ąⅴ大伊香蕉精品视频
|
国产免费乱理伦片在线观看
|
国产欧美精品天堂综合第一区
|
亚洲精品成人午夜无码
|
苍老师40集全免费播放
|
国产白浆视频你懂的
|
国产精品一区二区韩国AV
|
成人av网址一区二区三区
|
亚洲av无码一区二天堂
|
亚州综合激情另类久久久
|
欧美色图综合精品91
|
女人自熨的视频喷水免费视频
|
蜜桃av秘 无码一区二区三区下载
|
日韩亚洲成人毛片
|
XXXXX日本 日本熟妇
|
公的下面好大弄得我好爽
|
一级黄色做A视频在线观看
|
国产久免费热视频在线观看互動交流
|
国产av麻豆一区二区
|
国产农村妇女毛片精品久久资讯
|
欧美日韩亚洲国产无线码
|
一区色多多巨大久久久特级aa
|
亚洲国产嫩草影院
|
青青草原在线播放
|
欧美影片一区二区三区
|
东北寡妇特级毛片免费
|
日韩欧美 中文写募第一页
|
国产精品一区二三区久久
|
欧美精品一区二区三区99
|
国产不卡一级无码av片
|
日韩精品A片一区二区三区
|
国产伦理精品一区二区
|
三十六式春床图片及
|
久久久久久久99精品欧美产片
|
97人妻碰碰碰无码视频
|
男生和男生一起差差差很痛APP大全免费下土
|
在线中文字幕视频
|
在线观看视频欧美
|
国产免费一区二区三区精品在线
|
免费高清理伦片a片在线观看
|
三级欧美亚洲国产
|
窝窝人体色www色聚窝
|
密桃精品无码一二三区
|
成人无码精品一区二区三区
|
另类专区欧美亚洲国产
|
蜜桃av精品少妇人妻天美传媒
|
尤物少妇久久综合九色综合
|
免费无码十八禁91桃色软件
|
久久国产精品福利短片
|
99热这里只有精品88
|
亚洲一区二区三区不卡影院
|
欧美精品高潮一区二区
|
国产精品中文字幕一区
|
亚洲三级av手机在线免费观看
|
av永久网站免费观看
|
亚洲国产视频一区二区
|
国产免费经典三级
|
久久这里只有精品国产免费99
|
国产三级片在线播放
|
性色一区二区
|
毛片高清免费网址在线
|
国产精品jvid在线观看
|
成码无人av片在线电影网站
|
色男人的天堂
|
激情av东京热男人的天堂
|
99久久久免费精品国产99
|
文中字幕一区二区三区视频播放
|
欧美日韩线免费观看乱码
|
久久网免费人成
|
欧美黄视频在线观看
|
久久精品国产亚洲av夜色九虎
|
97超碰在线公开免费
|
亚洲无码专区在线观看
|
欧美天天爽夜夜爽人人爽40岁
|
欧美成版人版在线播放
|
77777亚洲熟妇av影院
|
惠民福利国产在线精品一区二区在线观看
|
国产成人ÄV片在线观看
|
最新1024狼友在线
|
91麻豆精品一区二区三区
|
亞洲一區二區三區四區在線觀看
|
久久久无码精品喷水va成人专区
|
好男人在线社区www在线播放
|
亚洲日韩在线精品视频第二页
|
国产大胸视频在线观看
|
久精品视频在线观看免费
|
亚洲国内女性内射第一区二区
|
亚洲日韩成人电影
|
华人色网网站
|
蜜臀AV午夜福利永久福利
|
性色欧美激情中文字幕
|
闷骚的60老熟女人15p
|
秋霞视频在线观看国产
|
人妻无码中文字幕AV不卡
|
免费的色播影院性播私人影院
|
天天躁夜夜躁狠狠躁2021
|
好爽好紧大伊人久久
|
欧美性黑人极品hd另类
|
中文精品无码高潮在线
|
夜夜骑天天操
|
91抖音在线下载
|
人妻少妇精品中文字幕a∨蜜桃
|
青青在线视频免费观看
|
五月花中文字幕aⅤ
|
国产偷窥女洗浴在线播放
|
黄色成人在线免费
|
亚洲欧洲一卡二卡三卡
|
波多野结衣国产一区二区在线观看
|
青青伊人久久熟女久久尤物
|
精品人妻aⅴ区乱码久久蜜臀免费
|
受辱教师娇妻呻吟交换
|
日本午夜影院曰韩性爱视頻大全
|
欧美日韩1区2区3区色啦啦
|
夫の上司に犯在线观看
|
九九re精品视频播放在线播放
|
欧美午夜免费在线生活片
|
自拍偷拍国产一区二区
|
成年女人粗暴毛片免费观看
|
被男人吃奶跟添下面特舒服动漫
|
国产中文字幕Av日韩精品一区二
|
日本一区二区三区成人高清视频
|
国产一区二区在线午夜精品
|
1000部啪啪未满十八勿入中国
|
天堂va亚洲va欧美va国产
|
农夫娱乐av影院在线观看
|
日韩国内欧美国产精品
|
少妇爽到嗷嗷嗷叫视频
|
国产馆无码视频在线播放
|
亚洲色偷偷偷网站色偷一区色欲
|
亚洲最新a在线观看
|
久久青草国产成人成人片
|
手机看片a v在线视频
|
一级理论片一级毛片
|
在线播放国模
|
三级4级全黄高清
|
全部费免一级毛片不收费
|
国产福利视频1区2区3区4区
|
电脑av成人网在线看直播在线
|
欧美日韩一区二区精品久久
|
国产精品柳州莫菁69影院
|
波多野结衣在线观看精品视频
|
精品少妇人妻久久免费app
|
亚洲少妇综合一区
|
在线日产国产一区二区
|
成人夜色视频在线观看网站
|
精品人妻aⅴ区乱码久久蜜臀免费
|
亚洲AV无码国产精品色午七夜
|
天堂va欧美va亚洲97伦
|
在线视频你懂的国产福利
|
在 线 视 频 欧美一区二区
|
77777亚洲熟妇av影院
|
中文字幕韩国三级少妇在线光看
|
衣服都掀起来把奶罩都丢上来小说
|
午夜福利久久精品一区二区三区
|
日日夜夜婷婷
|
含羞草实验研官方究所入口地址不用下载
|
国产猛男猛女无遮挡免费视频
|
欧美日在线观看一区二区三区
|
国产日韩欧美动漫
|
av在线激情网站
|
亚洲 欧美 精品
|
亚洲美女久久99中文字幕
|
91va国产在线观看
|
国产精品欧美一区二区在线看
|
好男人在线社区www在线播放
|
2024播放灌醉水嫩大学生国内精品
|
久久久成人精品四区
|
(凹凸視頻)久久久精品无码中文天美
|
国产又色又爽精品无码的视频
|
男人的天堂亚洲中文字幕
|
精品国产AV一区二区WWW
|
无码专区无码专区视频
|
天堂亚洲日韩专二区
|
亚洲欧美日韩aⅴ在线观看91
|
无码人妻久久一区二区三区69
|
男人天堂亚洲Av日韩Av
|
亚洲精品在线观看麻豆
|
久久精品国产色综合AV
|
国产无码第一页国产视频在
|
免费乱理伦片在线观看老妇
|
大片全部在线免费观看
|
久久内射天天玩天天懂色
|
惠民福利国产精品成人无码久久久
|
最近最好看的中文字幕在线
|
久热思思热这里只有国产中文精品
|
精品人妻无码中文字幕在线
|
久久九熟女一区二区
|
国产乱伦污污动态视频
|
99久9久免费国产动漫
|
亚洲无码黄色电影
|
成人免费无码不卡毛片视频
|
亚洲v国产v日韩v欧美v
|
甜蜜惩罚在线观看免费
|
夜夜澡天天碰人人爱av
|
在线观看亚洲一区二区三区
|
亚洲最猛黑人xxxx黑人猛交
|
中文字幕无码人妻av婷婷
|
午夜精品免费福利
|
人妻制服丝袜无码视频
|
国产精品一区二区999擔世界
|
国产黄色乱淫一区二区三区
|
亚洲视频网友自拍
|
精品午夜美女视频
|
成人在线一区二区网站
|
91桃色污污在线观看
|
脱警花警服露大白乳
|
最新欧美日本亚洲韩国一区
|
久久久无码精品亚洲日韩蜜桃
|
东京热2干黑人
|
高清免费A级在线观看
|
在线欧洲中文字幕AV电影
|
特黄美女免费看成人不卡大片
|
在线亚洲自网站
|
av中文字幕免费播放
|
无码在线观看区一区二区三
|
欧美日本道加勒比一区二区三区
|
全部裸体做爰大片免费看网站
|
欧美肉体狂欢派对在线观看
|
深夜国产福利在线
|
国产精品国产精品国产精品
|
AV人人夜夜澡人人爽
|
日韩久久高清无码视频
|
成 人 网站 免费 在线
|
乱女熟妇综合一区二区三区
|
无码毛片区免费A∨视频
|
国产成人秘一区二区三区东京热
|
久久青青草原国产精品免费
|
免费人人潮人人爽一区二区
|
国产成人高清视频免费播放
|
97人人揉人人捏人人添电影
|
亚洲综合国产一区二区三区久久
|
青青青在线视频国产18
|
在线亚洲人成电影网站色www
|
2021国产拍精品系列观看
|
无码国产在线看麻豆
|
丰满大屁股熟女啪播
|
91女人18毛片水多国产
|
欧美国产在线一区二区三区人
|
亚洲国产 欧美 日韩 亚洲αv
|
国产三级漂亮护士和医生上班
|
无码人妻一区二区三区在线看
|
日韩乱码精品一区二区中文字幕
|
亚洲中文字幕无码一二三四区
|
亚洲精品乱码综合久久
|
久久久久久免费人妻
|
久久久国产精品免费不卡
|
色se02短视频永久网站
|
亚洲日韩一区二区樱花视频
|
亚洲日韩色欲色欲无码久久
|
丁香五月开心婷婷
|
免费的色播影院性播私人影院
|
精品国产91久久久无码
|
亚洲精品aav婷婷在线天天在线
|
天堂av在线免费观看
|
一级a毛片免費欢看
|
狼群影院在线观看
|
99经典黄频在线观看免费日本
|
国产伦精品一区二区三区免.费
|
亚洲综合激情久久综合日韩久久免费影院观看
|
欧美激情A一区二区
|
国产普通话对白呻吟在线
|
狼群影院在线观看
|
伊人久久大香线蕉综合08
|
美女视频午夜影院国产
|
理论片国产在线观看
|
亚洲欧美日韩一区二区不卡五月丁
|
息与子猛烈交尾在线播放can
|
日本美人妻OL美脚OL视频网
|
日韩中文字幕无码一区二区三区
|
日韩人妻无码免费视频一二区
|
二区三区人人妻人人精品视频
|
k频道橹橹男宅影院在线观看
|
免费久久久久久精品成人欧美大片
|
免费一级e一片在线播放
|
九九电影网456亚欧视频
|
69xxxx高清久久极品欧美天堂
|
国产精品va无码免费
|
日本91中文字幕
|
成人做爰视频www看片会怎样
|
一二三免费色网视频
|
九九九九九热
|
日本一区二区三区免费高清
|
亚洲免费小视频
|
日韩亚洲欧洲在线com91tv
|
欧美大胆A级线上视频
|
鉴定师app免费视频
|
国产蜜芽尤物网站免费
|
日本久久网站免费观看
|
免费a级毛片无码蜜芽欣赏
|
中文字幕无码人妻av婷婷
|
欧美伦精品一区二区三区视频
|
av无码免费岛国动作片不卡
|
国产精品不卡av免费
|
中日少妇精品一区
|
人妻无码中文字幕AV不卡
|
一级无码在线
|
中文字幕无码免费久久一区
|
亚洲搞基视频
|
无码国产97精品久久久久孕妇
|
又爽又高潮国产亚洲精品
|
亚洲色图亚洲一区
|
人妻双飞在线播放
|
在线综合亚洲日本欧美
|
亚洲午夜成人免费毛片一区二区三区
|
中文字幕人妻无码中字
|
高清无码在线网址
|
野花香在线视频免费观看大全
|
香港三日本香港三级人妇
|
亚洲成α人片在线观看
|
久久中文字幕久久无码最熱門最齊全電影!
|
国产成人深夜视频在线观看
|
久久久久久久99精品欧美产片
|
美女毛片视频免费影片
|
男人呻吟双腿大开男男h
|
亚洲精品国产日韩成
|
欧美亚洲午夜一区二区三区
|
邻居爆乳少妇一区二区三区
|
亚洲熟妇中文字幕
|
日韩精品少妇一区二区
|
在线免费日本亚洲视频
|
japanese在线中文无码
|
国产精品亚洲欧美一级在线
|
怡红院在线aⅴ男人的天堂
|
国产经典一区二区三区蜜芽
|
精品人妻久久久久一区二区高清观看视频
|
国产亚洲欧美另类专区
|
国产杨幂AV福利在线观看
|
免费无码伦费电影视在线
|
激情五月婷婷影音先锋
|
加勒比华人在线视频
|
夜晚被公侵犯的人妻深田中文字幕
|
歐美國產綜合日韓一區二區
|
av中文无码乱人伦
|
日韩欧美成人在线
|
老熟妇牲交视频在线观看
|
欧美一区二区三区亚洲九色
|
国产婷婷一区二区免费不卡
|
日本动漫爆乳h真人无遮挡
|
freexxoo欧美3d动漫在线
|
免费人成视频年青人在线无毒不卡
|
双人床上打扑克做运动软件
|
亚洲色图无码视频口爆无码
|
美日韩黄色一级片免费
|
波多野结衣高清无码在线观看
|
韩日无码色网视频
|
黄色在线免费观看不卡
|
久久婷婷五月综合视频
|
啊嗯哦99视频免费观看啊
|
国产真人一级毛片
|
爆乳3把你榨干哦ova免费播放
|
国产a级精品一区二区免费看视频
|
仙人掌嘿呦嘿呦网站推广
|
欧美日韩精品一区二三区在线看片
|
免费黄色成人午夜网站
|
免费无码性行为视频
|
成熟人妻换╳╳╳╳Ⅹ
|
色老99视频精品全部在线观看
|
亚洲午夜成人免费毛片一区二区三区
|
蜜桃AV麻豆AV天美AV
|
国产成人1区2区电影
|
午夜视频网址
|
激情性无码视频在线观看
|
欧洲亚洲国产综合精品
|
熟女人妻aⅴ一区二区三区60路
|
清纯唯美中文字幕免费观看
|
亚洲欧美日韩激情一区二区
|
99精品久久久久久一妻精品
|
中文字幕欧美日韩在线
|
亚洲熟妇码一区二区三区
|
亚洲综合av色婷婷
|
久久精品久久亚洲精品
|
天天摸夜夜添夜夜无码一
|
毛片av一级高清在线
|
国产一区二区在线播放米奇
|
欧美日韩高清无卡码一区二区三区
|
宅男在线午夜视频
|
国产乱伦精品一区二区
|
怡红院在线aⅴ男人的天堂
|
亚洲国产Äv成人一区二区综合精品区
|
MD0112私人麻将馆艾秋
|
德国女兵性肉体开放在线观看
|
国产又色又爽又黄刺激视频免费
|
亚洲精品一线二线三线区
|
aⅴ天堂亚洲师生中文制服
|
中文字幕日韩一区二区三去不卡
|
欧美日韩国内国模视频一区
|
精品国产ÄⅤ一区二区三区
|
国产日本911精品青草衣衣
|
久久亚洲精品中文字幕60分钟
|
国产午夜福利线视频
|
好男人在线社区www在线播放
|
手机看片国产欧美日韩免费大片观看
|
岛国av无码免费无禁播放器
|
精品国产高清久久久久久91
|
中国丝袜丝交nylons视频
|
精品國產亞洲一區二區三區在線觀看
|
午夜福利视频一区二区
|
日本高清一卡二卡三卡四卡免费
|
又大又粗又硬又色的视频
|
国产精品美女一级a裸片免费
|
青草99成人无码精品
|
波多野结衣av一区二区三区中文
|
亚洲 欧美 日韩在线
|
欧美久久精品另类国产亚洲
|
港台6部大尺度港片被禁播
|
精品久久免费观看
|
黑森林精品尤物导航
|
少妇的丰满3中文字幕电影
|
亚洲男人的天堂久久
|
超碰97国产欧美18禁
|
台湾三级香港三级在线理论
|
少妇高潮惨叫久久久久电影69
|
国内后进白嫩翘臀视频
|
亚洲欧美综合国产第一页
|
免费婷婷综合中文天堂伊人剧场三区在线观看
|
欧美亚州日韩一区二区三区
|
日韩无码三级电影免费观看网址
|
无码人妻不卡久久久一区二区三区
|
日本光体养眼美女人体艺术写真视频
|
成人福利视频导航
|
欧美一级特黄久久
|
国产在线小视频午夜三区
|
思思99re久久精品国产首页
|
亚洲av秘无码天海翼
|
久青草国产97香蕉在线视频xx
|
性饥渴少妇sex无码毛片
|
国内精品久久久久久久999
|
国产2018久久久黄片
|
世界一级毛片免费
|
色欲av无码一区二区人妻四季
|
日本91中文字幕
|
不卡在线无码国产
|
亚洲中文久久精品无
|
午夜伦欧美理片848
|
欧美日韩高清无卡码一区二区三区
|
久久久中文字幕亚洲精品
|
亚洲Äv一级在线免费观看
|
别揉我奶头~嗯~啊视频网站
|
GOGO全球大胆高清人体在线播放
|
精选一区二区三区四区五区
|
国产一级高清完整版在线观看
|
三级网站在线网
|
日本人视频国产一区二区三区
|
日本久久麻豆电影
|
老师穿开裆丝袜自慰喷水
|
中文字幕无线码中文字幕下载
|
日本一级婬片免费啪啪3软件
|
4455永久在线观免费看片
|
jizz国产丝袜18老师免费
|
日本护士高潮视频在线观看
|
国产无码性爱一区二区三区
|
国产精品毛片在线完整版SAB等
|
欧美黄色一级久久片
|
精品国产AV一区二区WWW
|
在线看片免费人成视频软件
|
中文字幕无码人妻av婷婷
|
欧美影院+老牛影院
|
96久久精品人人槡人妻人人玩
|
亚洲精品456在线播放无广告
|
艳肉观世音性三级欧美放荡办公室videos
|
国产成人你懂的在线观看
|
男同GAY毛片免费可播放
|
亚洲AV成人无码软件
|
国产精品无不卡一区二区
|
日本无码中文精品a8198v
|
亚洲日韩经典中文字幕
|
色一情一乱一片一区二区看片欧美
|
亚洲ÅV无码一区二区三区天堂
|
日韩美女一区二区三区四区
|
91爱豆传媒国产成人网站
|
亚洲热搜电影院全部免费观看
|
精品无码ąV无码免费专区
|
东京热2干黑人
|
日韩在线一区二区三区免费
|
日韩美女视频在线网站视频
|
国产精品亚洲欧美一级在线
|
国产精品一区二区韩国AV
|
午夜免费一级毛片无毒不卡
|
污污免费看锕锕锕锕锕锕
|
自拍偷拍国产一区二区
|
爱福利秒拍国产导航小视频
|
国产伦乱码精品一区二区三区
|
亚洲AV无码乱码国产一区
|
桃红色世界最快永久2023
|
先锋影音va中文资源亚洲
|
少妇毛片一区二区免费放
|
日韩欧美另类一区精品在线
|
九一视频在线观看黄
|
亚洲国产精品偷v拍久久
|
四虎影视永久在线yin56xyz
|
无码中文字幕在线人妻
|
久久99热国产亚洲精品尤物
|
午夜福利啪啪视频
|
亚洲网免费视频在线观看
|
久久中文字幕亚洲另类不卡一二区
|
日韩精品人妻系列无AV
|
久久久久久a国产免费观看
|
精品亚洲国产av无码一区二区
|
精品国产一区二区三区免费91
|
久久久一本精品99久久精品66不卡
|
色综合久久无码中文字幕红杏
|
亚洲av无码乱码在线p观看性色
|
爽好舒服无码刺激APP游
|
东京热2干黑人
|
精品亚洲国产av无码一区二区
|
少妇久久影视精品
|
国产乱码免费一区二区三区
|
亚洲欧美小说图片视频
|
清纯唯美亚洲综合久久
|
欧美成人第一二区免费
|
五月天在线婷婷色
|
蜜芽Aⅴ无码精品国产午夜
|
下面流水不遮视频
|
在线看日韩欧美精品
|
午夜无码一区二区三区在线视频
|
天天做天天爱夜夜爽女人爽
|
中文字幕人妻在线
|
天天爽夜夜爽一区二区三区
|
办公室强行丝袜秘书啪啪
|
人妻被黑人巨大中出
|
一区二区三区在线观看午夜视频
|
久久久无码精品喷水va成人专区
|
中文字幕久久波多野結衣
|
国产三级在视频精品线观看
|
特级婬片女子免费高清视频
|
日韩欧美电影一区二区三区
|
体育生边缘呻吟被榨精视频
|
校花大胸奶汁乳流奶水出来
|
亚洲老汉色av影院首页
|
大学生无套流白浆视频免费
|
无码欧洲亚洲视频在线观看
|
国产bbbbbbb免费资源
|
亚洲日韩激情无码一区2021
|
中文字幕成人午夜
|
真人h视频免费观看视频
|
欧美精品九九99久久
|
亚洲欧美日韩国产综合区
|
a人片在线观看苍苍影院
|
在线无码不卡的AV
|
a一级爱做a免费视频观看
|
探花高颜值美女国产在线
|
毛片视频2022免费看
|
国产精品资源一区二区三区
|
97奇米伊人精品视频观看
|
久久A级视频免费观看
|
久久亚洲精品免费网站
|
九一黄片免费下载
|
一二三免费色网视频
|
国产婷婷综合在线视频
|
野花香在线视频免费观看大全
|
国产猛男猛女无遮挡免费视频
|
影888午夜理论不卡
|
国产美女黄色精品
|
国产在线视频刘婷男厕所
|
久久综合本色宗合一本色
|
永久免费观看岛国av
|
不卡不卡不卡不卡在线不卡
|
偷拍精品福利一区二区
|
欧美黄色一级一级片
|
无码人妻精品一区二区金莲
|
天天天天躁天天爱天天碰2018
|
宅男噜噜噜66网站在线观看
|
日韩中文字幕不卡免费
|
色老久久精品偷偷鲁
|
狠狠鲁狠狠操
|
JUL185社长接吻秘书汗液
|
九一视频在线观看黄
|
免费ä级在线观看完整片
|
朝鲜女子杂交内射BBW
|
密臀AV在线无码
|
GOGO全球大胆高清人体在线播放
|
高清无码在线网址
|
亚洲中文字幕无码一二三四区
|
人人澡超天天碰碰中文电影
|
国产v一区二区三区在线
|
爱如潮水3免费观看日本高清
|
无码毛片区免费A∨视频
|
97色噜噜狠狠网站久久
|
一级毛片久久18
|
国产午夜激无码av毛片红杏
|
国产成人在线小视频
|
他用舌头给我6次高潮
|
99国产精品久久久久久另类
|
精品最新国产欧美
|
久久久91免费看`日韩一区二区
|
乖女太嫩了c死你h
|
久久婷婷五月综合尤物色国
|
亚洲图片一区
|
一級全免費視頻播放
|
极品粉嫩国产18尤物在线麻豆
|
欧美日韩大片在线观看
|
国产三级女主播在线视频
|
国产一级生活片欧美性爱亚洲
|
久热思思热这里只有国产中文精品
|
国产乱伦污污动态视频
|
亚洲欧美综合乱图片区小说区
|
一级无码在线
|
欧美熟妇交换久久久久久
|
亚洲欧美国产中文日韩字幕v在线
|
国产主播福利一区二区
|
五月天久久久久久
|
国产农村妇女毛片精品久久资讯
|
四虎影院成人热
|
三级自拍欧美少妇
|
国产在线xxxx五月综合一区二区
|
一级欧美电影在线观看
|
人妻系列无码专久久五月天
|
国产黄在线视频免费观看和
|
亚洲日韩人妻一二三区
|
制服丝袜在线中文字幕欧日韩
|
爱福利秒拍国产导航小视频
|
真人h视频免费观看视频
|
亚洲国产天堂久久综合226
|
日韩av在线免费在线观看
|
久久久精品国产亚洲未满成18免费网站
|
久久99国产麻豆一区二区三区网站
|
av无码国产精品久久
|
美国一级毛片完整高清
|
男人的午夜天堂国产一区
|
日本va欧美ⅴa欧美Va精品
|
欧美成人看片一区二三区尤物
|
日韩亚洲欧洲在线com91tv
|
性色av视频一区二区三区
|
成人禁在线观看午夜亚洲
|
国产97精品视频免费播放
|
无人在线观看完整免费版视频
|
黑人无码免费一级视频
|
久久电影国产精品99
|
婷婷五月亚洲综合在线观看
|
久久精品国产亚洲精品91
|
成 人 网站 免费 在线
|
精品丝袜国产高清自在线拍
|
欧美xxxx做受欧美.88
|
国产精品白拍一区二区三区
|
在线播放国产熟睡乱子伦
|
全国一级黄色大片
|
国产免费高清视频a一区二区三区不卡
|
亚洲二区三区四区五区无码
|
国产亚洲精品在人成网在线
|
欧美性黑人极品hd另类
|
日韩中文字幕av网站
|
轻点好疼好大好爽免费网站
|
日本黄色免费小视频
|
办公室强行丝袜秘书啪啪
|
久久婷婷精东一区二区三区日本
|
嘿嘿视频成年版APP下载
|
91AAA免费观看在线观看
|
好男人在线社区www在线播放
|
免费无码又黄又高潮视频
|
免费无码又爽又刺激高潮的视频
|
免费午夜精品久久久久9999
|
国产粉嫩尤物在线观看
|
国产3344vva先线播放
|
亚洲第一人伊狼人久久
|
亚洲Av综合色区无码专区桃色
|
97久久超级人人
|
中午文无线码一区2020
|
国产一区二区三区精品亚洲
|
久久亚洲综合色一区二区三区
|
精品美国产日韩一区
|
中文字幕亚洲乱码熟女一区二区一区看视频
|
成人免费毛片在线观看
|
av免费午夜福利不卡不打码
|
好男人社区在线www在线播放
|
噜噜吧噜噜色热热
|
国产精品先锋在线直播
|
惠民福利国产精品毛片无遮挡
|
亚洲人午夜网站在线播放
|
国产亚洲日韩A∨在线播放不卡
|
麻豆午夜精品视频
|
国产又黄又湿又色又刺激
|
国产一区二区高清在线
|
免费黄色av电影在线观看
|
亚洲一成av人先乱码午夜
|
高清国产日韩欧美
|
久久精品xX老女人老配少
|
狠狠色丁香婷婷综合久久小说巨大巨粗巨长
|
日本与欧美在线观看
|
亚洲αv无码乱码在线观看牲色
|
午夜精品国产精品
|
成人免费视频一区二区在线无码剧情
|
国产精品一区牛牛影视
|
国产欧美日韩在线播放一区
|
怡红院在线aⅴ男人的天堂
|
国产亚洲精品久久久久婷婷图片
|
国产精品无码va在线
|
成人a观看一区二区
|
色狠狠一区二区三区熟女探花
|
精品热映电影天堂在线观看免费完整版
|
亚洲v国产v日韩v欧美v
|
国产一级婬乱片A片AAA图片
|
天天干天天插天天射
|
国产一区二区在线午夜精品
|
日韩一区二区三区北条麻妃
|
成人亚洲A片V一区二区三区漫画
|
色欲av无码一区二区人妻四季
|
国产精品爆乳美女在线播放
|
yy111111少妇影院里无码
|
宅男噜噜噜66网站在线观看
|
精品爆乳一区二区三区在线播放
|
成人短视频网站入口
|
91AAA免费观看在线观看
|
236宅宅理论片免费A片
|
无码国产精品高清免费
|
欧美大黄特一级AA片片免费
|
老汉A∨精品视频网
|
婷婷五月天色婷婷在线
|
国产精品视频一区二区色戒
|
国产又色又爽精品无码的视频
|
99国产精品久久久久久另类
|
成人毛片在现免费看
|
国产精品αv在线观看
|
欧美日韩国产亚洲二区
|
深夜老司机福利
|
性欧美牲交在线视频
|
国产日韩在线观看不卡
|
亚洲AV秘片一区二区三区
|
在线国产视频网手机版
|
青青在线视频免费观看
|
秋霞妓女影院在线播放
|
91精品国产色综合久久ai换脸
|
日本天堂网在线观看
|
姪女太小进不去视频在线观看
|
无码人妻丰满熟妇精品区
|
婷婷综合缴情亚洲av
|
男人的午夜天堂国产一区
|
久久国产一区午夜
|
欧美日韩国产成人专区
|
边爱边宠(1v1高H)
|
电击惩罚花蒂榨乳调教小说
|
成品短视频软件大全下载手机版
|
91欧美一区二区三区电影天堂
|
欧美午夜成人免费做暖暖视频
|
欧美日韩国产美女视频
|
欧美成人午夜在线观看
|
丰满亚洲大尺度无码无码专线
|
国产午夜福利线视频
|
日日夜夜国产日韩欧美
|
苍井空AV无码一区二区三区
|
美国人人操人人干
|
日本午夜a级按摩视频
|
初撮り人妻中文字幕
|
一个人看的免费高清www资源
|
国产另类久久久久
|
亚洲精品高清一二三区久久
|
宝宝~才一根手指就不行啦车
|
久久国产亚洲综合一区二区
|
在 线 视 频 欧美一区二区
|
扒开老女人毛耸耸视频
|
精品卡一卡三卡四卡AⅤ新区
|
露脸国产野战最新在线视频
|
无码加勒比亚洲精品
|
亚洲欧美日本综合久久精品
|
手机看片日韩高清无码
|
偷拍精品福利一区二区
|
性人久久久久
|
日韩欧美成人在线
|
国产又色又爽又黄的在线观看视
|
少妇粉嫩小泬白浆流出
|
欧美大片欧美激情性色a∨在线
|
91资源在线观看
|
手机看无码av欧日韩精品
|
国产精品美女久久久浪潮AV厕所
|
精品久久久久久久人妻九色欲av
|
国产一区二区高清在线
|
香蕉久久A Ⅴ一区二区三区
|
A网站一区二区三区
|
欧洲亚洲国产中文日韩综合一区在线
|
精品国产AⅤ一区二区三区V视界
|
精品久久久蜜桃网站
|
国产熟女高潮激情露脸
|
亚洲国产成人久久综合碰亚洲vs日韩vs欧美vs久久
|
毛片特黄全黄中日抽插黄片
|
一本大道色婷婷在线
|
亚洲AV无码国产精品色午七夜
|
中文字幕在线观看2024
|
在线视频韩日乳 无码
|
手机看片国产欧美日韩免费大片观看
|
麻豆成人在线观看
|
午夜福利久久精品一区二区三区
|
国内精品午夜久久久久影院
|
夜色阁亚洲一区二区三区
|
中日少妇精品一区
|
欧美午夜不卡一区
|
在办公室你轻点啊视频
|
又大又粗又硬又色的视频
|
a一级爱做a免费视频观看
|
欧美日韩动漫福利资源网站
|
久久久国产精品成人av电影
|
最新av天堂手机在线看片资源
|
国产Aⅴ永久福利资源网站
|
91精品无码视频
|
日本光体养眼美女人体艺术写真视频
|
一级特级毛片完整版
|
国产熟女精品福利一区
|
无码加勒比亚洲精品
|
色综合日本久久综合网
|
亚洲av无码一区二天堂
|
亚洲第一成人中文在线观看
|
年轻少妇A片免费观看
|
国产福利视频一区二区在线观看
|
校花大胸奶汁乳流奶水出来
|
欧美激情中文字幕第八页视频
|
国产9i精品女同一区二区
|
亚洲日本天堂一区二区三区
|
国产毛片精品一区二区嗯啊
|
精品国产91久久久久久午夜蜜臀
|
久久综合伊人色香五月精品
|
激情成人在线观看
|
欧美牲交a欧美牲交aⅴ免费看
|
国产成人91激情在线播放
|
日韩精品综合无码一区二区
|
国产区久久久久久
|
亚洲精品456在线播放无广告
|
国产真人无码作爱视频网站
|
秋霞亚洲影院一区二区三区
|
产三级不卡在线观看视频
|
av黄片国产影视
|
特黄特毛一级片免费在线观看
|
最新欧美日本亚洲韩国一区
|
秋霞妓女影院在线播放
|
婷婷成人亚洲综合小说
|
欧美高清在线播放一区二区
|
www插插插无码免费视频
|
亚洲中文字幕无码爆乳Aⅴ
|
欧美日韩在线精品成人综合网
|
四虎永久在线精品无码视频
|
免费看全黄色的a毛片
|
97人人看碰人免费公开视频
|
人妻熟女一区二区aⅴ水野朝阳
|
可播放的男同志freeb0y
|
日韩欧美成人在线
|
在线天堂www中文
|
在线亚洲自网站
|
国产成人亚洲精品另类动态换脸|
日韩精品ⅴs欧美一区二区三区
|
中文字幕无线码中文字幕下载
|
一本大道色婷婷在线
|
日韩一级片内射视频群批
|
日本一级片在线观看
|
久国产精品欧美日韩亚洲综合一区二三
|
亚洲成人av日韩在线观看
|
欧美日韩1区2区3区色啦啦
|
伊人久久大香线蕉综合08
|
五月婷婷国产在线
|
国产精品久久久久免费a∨下载
|
久久久久国产精品影院
|
久久精品国产亚洲AV午夜
|
亚洲综合久久久精品
|
99久久国产亚洲高清观看大全
|
精产国品久久一二三产区区别
|
国产精品爆乳美女在线播放
|
成人精品久久久免费
|
先锋影音AV资源在线观看
|
毛片高清免费网址在线
|
中文字幕一二三区2021
|
久久精品久久理论片
|
91av在线视频观看互動交流
|
国产精品久久久亚洲直播
|
97色伦午夜国产亚洲精品
|
夜色老司视频在线播放
|
久久精品国产亚洲AV午夜
|
欧美高清在线播放一区二区
|
亚洲老熟女内射自偷自拍45页
|
2019中文字幕乱码在线视频
|
日韩乱码精品一区二区中文字幕
|
2020精品精品国产500部
|
国产中文在线蜜乳
|
日韩精品一区二区三区第66
|
黑丝护士自慰在线一区
|
玩弄军警粗大浓稠硕大青筋
|
中文字幕不卡一区二区三区
|
十八美女毛片免费看
|
欧美韩国日本一区二区三区
|
国产91三级精选国产韩国三级理论
|
国产精品欧美另类中文一区
|
亚洲成在人线在线播放无
|
猫咪在线永久免费观看
|
特级做a爰片毛片免线看在线
|
免费黄免费精视频网站
|
广东少妇大战黑人34厘米视频
|
黄色四虎影院
|
日韩 欧美 国产 精品 综合
|
人妻av无码专区久久绿巨人
|
亚洲熟女操逼视频
|
国家精品欧美精品日韩精品
|
麻豆国产av丝袜白领传媒
|
日韩精品人妻无码久久影院
|
日韩午夜理伦精品人妻
|
亚洲精品无码你懂的
|
在线观看国产精品无码APP
|
精品热映电影天堂在线观看免费完整版
|
色噜噜AⅤ熟女人妻深田咏美在线
|
热门欧美三级中文字幕
|
日韓免費無碼高清毛片
|
久久午夜激情视频
|
宝宝~才一根手指就不行啦车
|
亚洲乱码毛片在线播放
|
免费精品呻吟在线观看
|
国产精品思思久久无弹窗
|
人妻AVAV中文系列久久
|
在线观看国产精品无码APP
|
久久综合日本丰满熟妇
|
国产精品青青在线观看爽
|
日本高清无卡二区
|
亚洲91欧美日韩国产99成人精品影院
|
日韩av电影手机在线观看
|
免费一级毛片麻豆精品
|
一级理论片一级毛片
|
h在线观看911国产精品
|
在线观看亚洲国产黄片
|
国产精品爆乳无码色欲
|
日本一区二区尤物视频网站
|
国产免费av喷水在线播放
|
网友 自拍 视频 一区二区
|
亚洲高清在线观看av片
|
视频一区中文字幕波多野结衣
|
毛片视频网站看免费
|
亚洲人成网站精品片在线观看
|
无码高清影视国产
|
国产精品免费观看一区二区
|
一级做a爰片久久毛片美女图片
|
免费韩国三级在线手机观看理论
|
久久亚洲电影伊人
|
國產精品密播放國產免費看
|
不卡在线观看一区
|
日本午夜影院曰韩性爱视頻大全
|
精品一区二区三区日韩视频
|
产精品视频在线观看免费
|
亚洲第一无毛黄片
|
天天看片网页99re伊人
|
一区视频在线观看高清视频
|
天天添天天射
|
黄色香蕉视频APP
|
国产在线观看入口网站
|
一级伦奷片高潮无码免费久久
|
天堂综合久久久黄色一级中文毛片字幕
|
国产成人亚洲精品蜜芽
|
国产在线看片免费观看
|
宅男lu66在线网站
|
国产超薄肉色丝袜视频
|
97自拍视频在线
|
国产ăv精品一区二区视频
|
第99页亚洲精选久久久久久码无
|
午夜福利视频一区二区
|
亞洲伊人99綜合網
|
歐美日韓在線觀看視頻
|
国产一级片做视频
|
夜欲AV无码精品一区二区
|
啊轻点灬大JI巴太粗太长在线了
|
一级伦奷片高潮无码免费久久
|
欧美日韩在线视频免费公开上传
|
老司机午夜在线视频免费
|
人人澡超天天碰碰中文电影
|
风间由美一本精品久久久
|
亚洲一区二区三区无码看久久影视
|
久久亚洲韩国中文字幕综合
|
日本久久网站免费观看
|
色偷偷91综合久久噜噜噜男男
|
少妇被粗大的猛烈进出小说
|
18禁深夜A大片在线
|
亚洲六月丁香婷婷综合
|
欧美色金8天国在线视频
|
久久99国产麻豆一区二区三区网站
|
日韩欧美日韩第一区在线
|
欧美日韩国产另类综合首页一区
|
日本熟妇色最新视频
|
思思99热女女精品免费观看资讯
|
日韩av中文无码人妻无码
|
久久久久久久久国产精品免费一级特黄AAAA片
|
欧美亚洲制服变态另类人妻
|
国内大91人妻人人澡人人爽人人精品
|
无码欧XXXXX在线观看免费
|
精品国产sm全部网站在线观看
|
五月天婷婷综合激情韩国明星
|
亚洲av一二三又爽又色又色
|
尤物AV無碼色AV無碼麻豆
|
免费人成视频年青人在线无毒不卡
|
国产精品99久久久久久猫咪
|
受辱教师娇妻呻吟交换
|
日本h无羞动漫在线观看网站
|
国产剧情三级片在线观看
|
亚洲二区视频欧美丝袜
|
在线视频你懂的国产福利
|
亚洲国产二区在线观看
|
亚洲天堂2017手机在线
|
在线观看欧美精品
|
亚洲va中文幕无码毛片
|
免费看无码午夜福利片
|
日韩999不卡顿视频播放
|
免费午夜av电影
|
国产精品黄色片在线播放
|
免费观看黃色a一级毛片视频
|
激情综合丁香婷婷六月
|
国产免费av喷水在线播放
|
夜夜澡天天碰人人爱av
|
日韩精品免费在线观看
|
欧美激情A一区二区
|
亚洲国产成人无码A∨在线影院
|
深爱五月综合缴情综合网
|
精品久久无码视频一区
|
大屁股白浆精品一区二区
|
h在线观看免费下载网
|
国产主播福利一区二区
|
自拍偷拍国外视频二区
|
成人國產一區二區三區精品不卡
|
亚洲成人一区二区无码综合精品区
|
国产一区二区三区在线视频…
|
国产成人精品男人免费
|
真实的国产乱bbb
|
日本无码中文精品a8198v
|
亚洲成人综合app
|
无高清人妻一区二区
|
女人天堂在线视频
|
老司机带带我精品视频#
|
精品三级久久久久电影网
|
久久精品久久亚洲精品
|
亚洲AV永久无码丰满
|
亚洲精品久久mm131
|
欧美激情视频抽出白浆
|
手机在线亚洲
|
国产香蕉尹人综合视频网
|
日韩a级片视频
|
91性爱精品视频
|
日本道免费一区日韩精品
|
日韩69黄色毛茸茸厕所视频
|
日本精品大乳一区二区
|
香蕉视频污版下载
|
丰满亚洲大尺度无码无码专线
|
日本一区2区在线看
|
亚洲日韩性色一区二区三区
|
国产日产在线观看高清
|
无码免费大片观看在线
|
天天天天躁天天爱天天碰2018
|
成人在线观看免费高清
|
国产日韩欧美福利二区
|
久久婷婷五月丁香
|
日韩欧美另类一区精品在线
|
国产激情丝袜福利在线
|
婷婷亚洲综合小图片小说
|
97超人人澡不卡
|
一区色多多巨大久久久特级aa
|
不卡国产a毛片高清视频
|
日韩成人黄片在线一区二区三区
|
东京热日本免费亚洲
|
亚洲日本va一区二区三区
|
最新大胆西西人体44RT
|
中文字幕一级片无码精品
|
国产偷国产偷亚洲高清swag
|
国产又爽又大又黄A片软件
|
中文字幕亚洲乱码熟女一区二区一区看视频
|
在线观看中文字幕不卡二区
|
欧美黄色一级一级片
|
国产gv顾泽宇视频在线观看
|
久久嫩草国产线观看免费无码
|
性色欧美激情中文字幕
|
最新国产在线观看福利
|
风间由美一本精品久久久
|
日本高清无卡二区
|
欧美日韩国内国模视频一区
|
亚州成人av在线播放
|
国偷自产av一区二区三区健身房
|
超碰在线天堂
|
国产特级毛片精品视频
|
亚洲成a人片在线观看无码专区
|
色噜噜日韩欧美精品啪啪一区二区精品人妻
|
丰满岳乱妇一区二区一区
|
黄色网站在现观看
|
国产视频高清
|
精品哟哟哟国产在线观看
|
麻豆影院在线免费观看
|
18禁爆乳裸体美女A片麻豆
|
美女又黄又免费的视频
|
波多野结衣中文字幕在线播放
|
欧美日韩国产另类综合首页一区
|
免费无码Âv片在线观看播放
|
精品国产sm全部网站在线观看
|
欧洲AV免费看综合久久
|
色偷偷91综合久久噜噜噜男男
|
国产拍免费精品视频
|
最新亚洲gv日韩gv二区
|
噜噜吧噜噜色热热
|
人妻少妇精品中文字幕a∨蜜桃
|
色a资源在线一道本无吗一区
|
无码免费大片观看在线
|
永久免费A片在线观看全网站不卡
|
亚洲五月丁香综合视频
|
黄色国产2区4区视频
|
一二三四社区在线中文视频
|
岛国毛片99在线播放
|
国产Aⅴ永久福利资源网站
|
国内大91人妻人人澡人人爽人人精品
|
国产又爽又黄又无遮蔽在线观看
|
国产一级a毛一级a看免费视频一区二区三区
|
97亚洲成a人无码亚洲成a无码
|
国产超碰人人做人人爽ā大片
|
天美传媒www网站入口下载
|
轻点好疼好大好爽免费网站
|
国产一区二区日韩精品影
|
日本一级婬片免费啪啪3软件
|
蜜臀AV午夜福利永久福利
|
啊轻点灬大JI巴太粗太长在线了
|
亚洲AⅤ在线无码7777KKKK
|
少妇精品vr无码无码专区
|
99热亚洲综合日韩精品
|
99国产成人精品2021
|
国产片α国产片免费看视频
|
老熟妇牲交视频在线观看
|
欧美一级啪啪
|
日本道免费一区日韩精品
|
男人进女人下面的免国产黑色丝袜在线
|
文中字幕一区二区三区视频播放
|
高清在线精品亚洲欧美日韩中文字幕在线
|
思思久久96热在精品国产高清
|
蜜桃一区二区三区网站
|
毛毛AV在线播放
|
在在线欧美日韩国产
|
乱女熟妇综合一区二区三区
|
色综合色综合色综合色综合
|
2021久久黄色大片
|
手机看片福利国产精品
|
无码人妻不卡久久久一区二区三区
|
国产一国产看免费高清片
|
亚洲区日韩精品中文字暮
|
欧美级韩国三级日本三级
|
一本久到久久亚洲综合
|
国产福利在线视频蜜芽tv
|
久久亚洲精品免费网站
|
久久av老司机精品网站导航
|
麻豆果冻国产剧情âV在线播放
|
4399勉费黄色网站
|
日本不卡在线观看视频
|
国产成年无码av
|
九九re精品视频播放在线播放
|
少妇免费三级毛片观看
|
亚洲va中文字幕不卡无码下载
|
久揄鲁鲁一二三四区在线
|
男人呻吟双腿大开男男h
|
(凹凸視頻)久久久精品无码中文天美
|
精品久久无码视频一区
|
黄漫画网站在线观看
|
国产AⅤ无码专区亚洲A∨综合网
|
男人天堂亚洲Av日韩Av
|
亚洲.欧美.中文字幕在线观看
|
欧产日产国产性色av
|
日本xxxxx成年動漫視頻
|
国产三级漂亮护士和医生上班
|
日本午夜免费电影
|
国产精品黄片亚洲性爱在线
|
又爽又黄色片又爽
|
巜做爰猛烈大尺高压监狱
|
日韩精品一区二区三区成人
|
亚洲一区在线日韩在线
|
恋恋影视久久精品
|
精品久久A∨无码不卡一区二区
|
国产语露脸视频在线观看
|
亚洲精品日韩在线观看视频
|
国产成人亚洲精品另类动态换脸|
亚洲国产欧洲av
|
国产无码性爱一区二区三区
|
一区二区人妻精品无码A片
|
婷婷五月亚洲综合在线观看
|
青青青国产色视频在线观看
|
音影先锋男人免费欧美国产
|
一级小视频免费国产
|
欧美日韩国产不卡
|
韩国公妇里乱片a片
|
国产片无无码长腿丝袜
|
中文无码久久精品麻豆
|
亚洲国产午夜av影院在线
|
婷婷五月天六月天
|
2024播放灌醉水嫩大学生国内精品
|
18禁爆乳裸体美女A片麻豆
|
少妇久久影视精品
|
日本欧美真人三级在线A
|
雯雯在工地被灌满精在线视频播放
|
精品人妻久久久久一区二区高清观看视频
|
无码中文字幕在线人妻
|
一级毛片免费播放大全
|
真人毛片在线观看
|
无遮挡边吃奶边做刺激视频
|
亚洲欧美高清在线精品二区
|
无人观看免费黄片视频
|
少妇被粗大的猛烈进出小说
|
免费三片在线观看网站
|
老司机带带我精品视频#
|
毛茸茸厕所偷窥xxxx
|
亚州综合激情另类久久久
|
美女视频一区=区
|
91视频网国产一区二区
|
无遮挡18禁啪啪汗汗漫画
|
日本中文字幕最新资源
|
久久婷婷五月综合视频
|
大肥女高潮bbwbbwhd视频
|
91桃色污污在线观看
|
19禁无遮挡啪啪无码网站性色
|
色噜噜日韩欧美精品啪啪一区二区精品人妻
|
在线观看三级中文综合
|
91热思思久久免费频精品18
|
四虎免费在线播放无码婬A级毛片免费专区
|
久久精品国产一二电影
|
亚洲和欧洲一区三区免费视频
|
亚洲欧美成人AⅤ在线专区
|
国产亚洲一卡三卡四区一卡三卡
|
免费国产老师高潮抽搐视频
|
91精品一区二区网站
|
欧美亚洲国产目韩成人综合
|
久久国产成人精品国产成人亚洲
|
日本h无羞动漫在线观看网站
|
在线国产视频网手机版
|
制服欧美亚洲中文字幕乱
|
vvvv99亚洲精品欧美
|
怡红院免费全部视频在线视频
|
国产一级a无码免费
|
秒播影视午夜福利国产
|
亚洲AV永久无码丰满
|
2021国内精品久久久久精免费91久久精品无码专区
|
日韩一区二三区人妻中文字幕
|
欧美精品一区二区三区四区五区
|
96久久自偷自偷国产精品
|
边爱边宠(1v1高H)
|
午夜福利真人一级毛片
|
成人免费不卡一区二区
|
在线观看一级大黄片
|
激情亚洲AV无码日韩AV
|
亚洲一级片手机在线电影观看
|
粉嫩jk高中生自慰流白浆
|
久揄鲁鲁一二三四区在线
|
最新中文幕av无码专区不卡
|
青青草原在线视频免费看
|
最刺激的欧美三级高潮
|
韩国电影外出在线观看
|
国产视频艹逼大屁股
|
花蝴蝶日本大全免费观看7
|
最新无码高清视频在线观看
|
三年中文在线观看免费大全中国
|
无码H黄肉动漫在线观看网站
|
福利一区二区三区视频播放
|
第99页亚洲精选久久久久久码无
|
永久免费A片在线观看全网站不卡
|
受辱教师娇妻呻吟交换
|
精品人妻无码精品一区二区三区
|
韩国日本欧美三级一区二区
|
91麻豆视频网址
|
激情毛片黄午夜视频
|
国产91三级精选国产韩国三级理论
|
99久久人妻无码精品
|
av在线亚洲无码
|
先锋影音va中文资源亚洲
|
人人澡超天天碰碰中文电影
|
日韩美女把尿口扒开让男人桶
|
亚洲高清久久不卡毛片
|
91在线视频观看无毒不卡
|
精品成在人av无码免费看
|
日韩一区二区三区北条麻妃
|
久久无码精品视频
|
成人精品在线观看
|
91日本最近中文字幕在线观看
|
欧美成人欧美Va在线电影
|
男人狂躁进女人免费视频骚货肉丝激情自拍
|
久久9亚洲福利视频
|
男人的天堂亚洲中文字幕
|
失禁大喷潮在线播放
|
亚洲国产AⅤ精品一区二区30P
|
成人黄色网站视频APP
|
男人进女人下面的免国产黑色丝袜在线
|
欧美激情特黄大片aa在线播放
|
国产日韩精品一区二区在线播放
|
中文无码久久精品麻豆
|
h在线观看免费下载网
|
91日本最近中文字幕在线观看
|
99精品国产福久久久久久擁有海量影視資源
|
波多野结衣高清无码在线观看
|
亚洲综合av色婷婷
|
亚洲男人a在天堂线一区》
|
久久精品国产99精品亚洲
|
一二三四社区在线中文视频
|
男女做那个免费视频网站
|
国产一区二区福利视频高清网站
|
国产片α国产片免费看视频
|
产三级不卡在线观看视频
|
欧美黄视频在线观看
|
五月婷婷激情在线视频看看
|
邻居勃起人妻忍不住中文字幕
|
欧美午夜免费在线生活片
|
最近的中文字幕在线国语
|
欧美又粗又硬又色又爽视频
|
大伊在人51线香2021
|
国产精品思思久久无弹窗
|
中文字幕av久久人妻蜜桃臀
|
波多野结衣高清无码在线观看
|
暗交小拗女一区二区三区
|
9l视频自拍蝌蚪9l视频
|
欧美大胆A级线上视频
|
欧美牲交a欧美牲交aⅴ免费看
|
国产高清视亚洲一区二区
|
歐美亞洲國產日韓一區二區三區
|
精品久久A∨无码不卡一区二区
|
亚洲人成自拍网站在
|
好湿好硬好痛视频
|
迷人少妇宾馆高潮在线观看
|
惠民福利日韩AV无码成人精品国产
|
中文字幕制服
|
无码aⅴ精品一区二区三区天美
|
息与子猛烈交尾在线播放can
|
国产不卡一级无码av片
|
国产乱子伦对白视频免费
|
国产成人亚洲色老头
|
国产精品女a片爽免费观看
|
亚洲综合av色婷婷
|
这里只有精品你懂得的在线观看
|
国产美女精品免费视频观看
|
亚洲男人a在天堂线一区》
|
亚洲国内女性内射第一区二区
|
草莓美女视频高清在线观看
|
国产喷水呻吟高潮一区
|
韩剧试衣间里的激情2
|
国产成人无码va在线观看蜜臀
|
一级A级国产不卡毛片
|
女女同性一区二区三区在线播放
|
日韩午夜理伦精品人妻
|
2020最新亚洲中文字幕在线不卡
|
人妻少妇精品中文字幕a∨蜜桃
|
激情中文字幕亚洲欧洲久久
|
成人电线在线播放无码
|
苍井空AV无码一区二区三区
|
99国产精品久久久久久另类
|
精品國產亞洲一區二區三區在線觀看
|
gogogo免费国语完整版
|
国产成人久久777777
|
久久精品国产福利一区二区
|
国产一区2区亚洲激情成人
|
夜夜夜夜夜精品一区二区
|
久久久老熟女一区二区三区91
|
性饥渴少妇sex无码毛片
|
免费看无码午夜福利片
|
亚洲一区在线小电影
|
国产在线偷录视频
|
国产精品美女一级a裸片免费
|
字幕网资源yellow在线观看
|
亚洲精品一区二区久久久久
|
欧美成人精品第二区
|
粉嫩jk高中生自慰流白浆
|
中文字幕无码免费久久一区
|
国产成人午夜精品未删减在线观看
|
婷婷久久综合中文字幕
|
91久久人澡人妻人人做人人爽97
|
亚洲AⅤ在线无码7777KKKK
|
人妻 丝袜美腿 中文字幕在线视频
|
性大片在线看国产播放
|
国产美女www爽爽爽
|
亚洲日韩欧美制服二区dvd草草
|
午夜福利在线观看每日更新
|
不卡不卡不卡不卡在线不卡
|
91小视频在线观看app最新版
|
美女裸体啪啪到高潮无遮挡
|
99久久国产亚洲高清观看大全
|
国产偷亚洲偷人人偷
|
午夜影院免費體驗
|
A无码国产在线看免费网站
|
99久久中文精品无码中文字幕
|
国产午夜福利精品无码
|
日韩亚洲精品综合
|
天天操天天欢天天乐天天日天天Av
|
日本无码中文精品a8198v
|
国产三级片在线播放
|
国产曰批免费视频
|
欧美亚洲国产片在线播放不卡
|
大屁股丰满人妻一区二区三区
|
pali.fyi轻量版线路检测
|
久久嫩草国产线观看免费无码
|
欧美日韩国产精品一区二区三区
|
又黄又大又长又骚视频免费观看
|
成人短视频网站入口
|
亚洲国产麻豆综合一区
|
国产爆乳美女呻吟娇喘图片
|
爆乳3把你榨干哦ova免费播放
|
超碰最新免费上传。
|
免费一看一级毛片看片
|
精品麻豆国产av无码
|
东京热熟女aⅴ久久久久
|
九九精品视频在线观看
|
免费黄免费精视频网站
|
日本高清视频永久网站WWW
|
国产福利视频一区二区在线观看
|
97se综合在线视频
|
欧美大白屁股做性爱视屏
|
一区二区三区日本欧美
|
亚洲色偷偷偷偷综合网
|
性欧美日韩视频在线
|
天堂综合久久久黄色一级中文毛片字幕
|
最近2024年好看的中文字幕视频
|
国产99视频精品免视
|
四虎影视永久在线yin56xyz
|
成年女人大片免费观看版
|
2024国产成人精品不卡
|
99这里有精彩视频
|
羞羞答答国产xxdd亚洲精品
|
伊人成人一区二区
|
这里只有精品你懂得的在线观看
|
中文综合影视精品
|
精品久久久蜜桃网站
|
日本黄色影视一区二区
|
亚洲第一黄色av免费观看
|
国产精品黄页网在线观看
|
夜晚被公侵犯的人妻深田中文字幕
|
男的插女的视频网站
|
超碰国产精品久久
|
高清在线精品亚洲欧美日韩中文字幕在线
|
惠民福利国产在线精品一区二区在线观看
|
国产精品jvid在线观看
|
国产aⅴ无码专区亚洲aⅴ毛片
|
无码中文字幕在线人妻
|
欧美性黑人极品hd另类
|
亚洲 国产 日韩 在线 欧美 综合亚
|
9热在线视频精品网
|
jizjizjiz亚洲熟妇无码
|
日韩动态视频在线观看
|
中国毛片无码视频
|
国产高清福利无码视频
|
婷婷六月丁香在线
|
66国产精品视频一区二区三区
|
中日韩精品视频一区二区在线观看
|
最新无码有码dvd专区免费观看
|
亚洲av片久久综合网
|
亚洲一区二区三区亚洲中久无码
|
男人天堂欧美一区
|
日韩经典av在线观看欧美精品成人在线
|
久久91欧美特黄A片
|
av男人的天堂在线观看第三区^&
|
欧美中日韩亚精品自拍
|
中文字幕亚洲乱码熟女一区二区一区看视频
|
人妻丝袜av先锋影音先
|
91精品人妻一区二区三区蜜桃
|
国内揄拍国内精品少妇国语免费
|
国产欧美精品另类又又久久
|
十分钟免费视频高清在线观看
|
亚洲产国偷v产偷v自拍一区
|
日韩在线精品首页免费观看
|
亞洲伊人99綜合網
|
国产9i精品女同一区二区
|
国产精品高清无码中文
|
先锋中文字幕在线资源
|
男人天堂亚洲Av日韩Av
|
国产精品高清尿小便嘘嘘
|
成人精品午夜在线观看
|
娇妻被别人玩弄至高潮视频
|
亚洲欧美一区二区三区二厂
|
久久成人国产夜夜
|
在线看片福利
|
亚洲国产精品偷v拍久久
|
国产91三级精选国产韩国三级理论
|
日本中文字幕在线免费观看一区二区
|
日韩AV电影一区二区
|
一区二区免费中文字幕午夜理论
|
色综合色综合色综合色综合
|
中文字幕视频一区目黑
|
国产亚洲精品在人成网在线
|
欧美zooz人禽交国产
|
日日日亚洲老鸭窝国产91
|
天下第一社区视频welcome
|
日韩精品视频免费一区二区三区
|
亚洲中文字幕无码之
|
无码少妇拔腿做A
|
欧美日韩被狂躁精品
|
在线观看综合三级自拍
|
美女裸体啪啪到高潮无遮挡
|
亚洲综合久久一区二区三区
|
免费人人潮人人爽一区二区
|
欧美AAAA片在线精品老牛影视
|
日韩特级毛片久久国产电影
|
yellow字幕中文在线观看
|
国产亚洲精品久久久一区
|
69xxxx高清久久极品欧美天堂
|
成人免费一级毛片
|
亚洲国产成人久久精品
|
国产初高中生粉嫩无套第一次
|
亚洲欧美日韩国产一二
|
久久久一本精品99久久精品66不卡
|
人妻丰满熟妇av无码多人区
|
日韩无码中文字幕精品久久久久
|
久久婷婷五月综合尤物色国
|
久久精品午夜好看的电影
|
精品人人综合网中文
|
久草加勒比手机在线
|
亚洲中文字幕无码av麻豆
|
色老大国产成人av
|
精品久久免费视频
|
亚洲国产精品偷v拍久久
|
在线观看亚洲欧洲日产
|
亚洲日韩精品无码专区网址
|
大橋久未無碼吹潮在線觀看
|
成人中文精品无码电影网
|
亚洲一区二区三区不卡影院
|
日韩欧美视频第一区在线观看
|
青青河边草免费观看影视大全
|
成年男女视频网站
|
激情中文字幕亚洲欧洲久久
|
自产一区二区三区国产
|
国产一区二区三区在线观看网站
|
最新最全日韩有码av在线
|
国产成人午夜精品未删减在线观看
|
差差差很疼视频30无掩盖软件
|
日韩高清福利在线
|
91亚洲国产三上悠亚在线
|
亚洲精品成人午夜无码
|
亚洲天堂2017手机在线
|
中文精品无码高潮在线
|
日本久久麻豆电影
|
国产麻豆av无码播放
|
欧美成人欧美Va在线电影
|
成人精品视频一区二区三
|
国产夜趣福利免费视颁
|
精品人妻一區二區三區四區
|
亚洲综合无码久久
|
国产专区在线
|
亚洲无码在线观看不卡顿
|
50岁寡妇下面水多好紧
|
久久综合一本婷婷五月无码道
|
国产成a人亚洲精v品在线观看
|
国产在线观看波多野结衣
|
尤物AV無碼色AV無碼麻豆
|
97人摸人人澡人人人超碰
|
最新国产高清主播高清第一页
|
人妻www欧美一区
|
国产剧情a∨麻豆香蕉精品
|
国产成在线观看免费视频密
|
天堂亚洲aⅴ在线观看
|
美腿玉足在线一区二区
|
色一情一乱一片一区二区看片欧美
|
尤物AV無碼色AV無碼麻豆
|
精品国产91久久久久久午夜蜜臀
|
亚洲成av人片在线观看无码
|
丁香婷婷综合久久激情亚洲
|
国产精品一区二区久久精品
|
清纯唯美中文字幕免费观看
|
成年网在免费线播放欧美
|
99久久精品一区人妻å黑
|
国产中文字幕手机在线不卡
|
欧美 图片区一区二区
|
97国产大学生情侣11在线视频
|
日韩经典视频狠狠亚洲
|
亚洲欧洲一区二区在线播放
|
99精热视频免费无码
|
亚洲AV永久无码精品一福利下载
|
狼群影院在线观看
|
日韩欧美激情在线一区
|
每日最新av高清免费中文字幕
|
51国产愉自视频区视频
|
日本亚洲国产精品视频
|
国产剧情a∨麻豆香蕉精品
|
国产精品自拍视频网址
|
熟妇无码视频在线播放
|
欧美日韩精品一区二三区在线看片
|
成人免费一级毛片
|
成人经典视频在线观看
|
中文字幕九九精品视频
|
久久久久亚洲av成人网电影
|
亚洲综合av色婷婷
|
亚洲91精品麻豆国产系列在线
|
久久精品熟女亚洲AV艳妇
|
在线播放免费黄片亚洲区
|
青青久草免费在线视频
|
国产日本三级韩国三级韩级
|
欧美肉体狂欢派对在线观看
|
久久精品xX老女人老配少
|
久久久久99精品成人毛片
|
又爽又高潮国产亚洲精品
|
国产成人精品亚洲观看一区五月天
|
夜色阁亚洲一区二区三区
|
亚洲图区欧美另类
|
日韩尤物一区二区视频首页
|
欧美韩国日本一区二区三区
|
爽灬爽灬爽灬毛及a片
|
亚洲熟妇自拍无码区
|
中文毛片无遮档高清免费
|
欧美粗大猛烈进出高潮视频免费看
|
最新中文字幕在线2024
|
久久精品国产亚洲AV午夜
|
最新网址在线观看
|
精品无码久久久久久久久曰韩
|
日韩在线虐奸尸交虐尸
|
亚洲欧洲性爱色网视频
|
亚洲综合片欧美一级
|
成人一区二区三区免费观看
|
手机免费伦理电影
|
密臀AV在线无码
|
国产成人丝袜视频在线观看软件
|
亞洲日韓中文第一精品
|
日本卡一卡二卡乱码三卡四码
|
一本色道综合久久亚洲精品
|
精品视频一区二区三区四区
|
欧美亚洲精品一区二区在线观看
|
日本不卡在线观看视频
|
高清免费乱伦自拍
|
九九久久99视频
|
一级做a爰片久久毛片美女图片
|
yellow字幕中文在线观看
|
草莓网站在线观看
|
久久成人国产夜夜
|
房四四房欧美色播日韩热播
|
欧美国产日韩亚洲第一色影院
|
欧美日韩a在线播放
|
中文字幕人成乱码熟女免费
|
欧美亚洲国产目韩成人综合
|
日韩特级毛片久久国产电影
|
亚洲国产爱v在线一区二区
|
青草青草久热精品视频69
|
国产av一区最新精品精品无码国产av一区二区
|
国产视频艹逼大屁股
|
人妻无码中文字幕AV不卡
|
加勒比中文字幕无码不卡
|
一女被两根凶猛挺进视频
|
国产一区精品日韩
|
亚洲中文久久精品中文字幕
|
夜色老司视频在线播放
|
亚洲产国偷v产偷v自拍一区
|
美女视频永久黄网站免费观看国产
|
亚洲综合久久一区二区三区
|
雯雯在工地被灌满精在线视频播放
|
国产精品久久久久免费a∨下载
|
月国产精品免费视频一区二区
|
国产gv顾泽宇视频在线观看
|
蜜桃AV色欲A片精品一区
|
semm亚洲欧美在线高清
|
äV无码无在线观看免费
|
日韩无码三级电影免费观看网址
|
欧美黑人巨大videos精品男男
|
三级黄色片91午夜影院在线看
|
国产69av亚洲性爱一级片
|
亚洲五月丁香综合视频
|
久久亚洲AV成人福利网
|
亚洲国产成人久久综合碰碰动漫d
|
人妻av无码专区久久绿巨人
|
无码一区二区精品视频久久久
|
又爽又黄A片免费观看直播蜜桃
|
精精精国产ⅩXXX视频在钱
|
亚洲欧美日韩一区二区不卡五月丁
|
自拍亚洲影视欧美
|
亚洲第一无码精品久久久播放
|
国产精品乱人伦丰满电影
|
亚洲色偷偷av男人的天堂连接
|
精品国产AⅤ一区二区三区V视界
|
日本人视频国产一区二区三区
|
最新无码高清视频在线观看
|
日韩精品ⅴs欧美一区二区三区
|
另类制服丝袜国产亚洲第一页
|
女仆扒开双腿让主人调教
|
韩国三级《甜性涩爱》在线观看
|
亚洲日韩国产一类视频在线观看
|
日韩免费视频无码一区二区三区
|
成年黄网站18禁免费观看一区
|
热门欧美三级中文字幕
|
人妻精品久久久久中文字幕99一
|
欧美熟女久久久久
|
亚洲精品mm1313久久
|
欧美日本道加勒比一区二区三区
|
四虎亚洲精品国产999
|
短裙少妇去私密会所按摩
|
国产精品jizz观看
|
精品亚洲国产欧美
|
欧美一级特黄久久
|
日韩特级毛片久久国产电影
|
无码午夜福利视频一区
|
久久久精品国产亚洲未满成18免费网站
|
久久亚洲āV午夜福利精品一区
|
婷婷色国产精品视频一区二区
|
扒开老女人毛耸耸视频
|
91日本在线精品高清观看
|
亚洲美女白天操夜夜操
|
久久精品国产亚洲Äv麻豆欧
|
欧美日韩大片免费观看网站
|
大肥女高潮bbwbbwhd视频
|
国产一级a特黄大片做受在线观看
|
九九电影网456亚欧视频
|
日韩理论无码专区
|
国产一二精品久久99草
|
國產精品密播放國產免費看
|
国产精品久久一区性色av图片
|
紧身裤袜女教师julia番号
|
精品精品国产自在久久漫画
|
久久精品国产99精品国产亚洲
|
91视频社区久久久久
|
久久精品国产综合一区亚洲欧美
|
毛片黄色网站视频在线播放
|
最近最新MV在线观看免费高清
|
国产一级a毛一级a看免费视频一区二区三区
|
歐美精品色婷婷五月綜合
|
无码一区在线播放
|
在线日本亚洲观看
|
亚洲国产精品VA在线观看ABB
|
中文字幕欧美中文字幕
|
亚洲无码 中文字幕 AV
|
四虎影视永久在线yin56xyz
|
日韩免费一区二区三区视频在线播放
|
在线综合欧洲亚洲国产视频
|
国产真实愉拍系列在线视频
|
一级女性国产高潮视频
|
国模自拍视频一区二区三区
|
一区二区三区在线观看午夜视频
|
av片在线国产一级免费视频
|
怡红院a∨人人爰人人爽
|
亚洲精品一区二区三区麻豆
|
99久久精品国产综合影视
|
精品久久久久久久人妻九色欲av
|
最近的中文字幕在线国语
|
亚洲国内女性内射第一区二区
|
真人黄色网站免费看
|
仙人掌嘿呦嘿呦网站推广
|
亚洲av色图人人爽人人澡
|
韩国三级国产三级
|
废文小站李鬼sosadfun
|
国语少妇高潮对白在线看
|
欧美亚洲变态另类一区二区三区
|
中文字幕一二三区2021
|
19禁无遮挡啪啪无码网站性色
|
免费观看在线aa
|
五级毛片亚洲欧洲综合网
|
人妻无码中文字幕AV不卡
|
亚洲av一卡二卡
|
四虎欧美永久在线精品免费
|
麻豆果冻国产剧情âV在线播放
|
国产无码性爱一区二区三区
|
中文字幕无码免费久久一区
|
一区二区三区日本欧美
|
国产精品国产三级区别日本护士野外XXXHD
|
经典精品毛片免费观看
|
成人三级视频在线观看不卡
|
99精品在免费线视频
|
ÄV成人午夜无码一区二区
|
久久综合色色色
|
国产欧美日韩中文字幕第一页
|
99精品偷拍视频一区二区三区
|
黄色软件色多多
|
欧美亚洲性交
|
亚洲日韩经典中文字幕
|
国产三级自拍亚洲黄色在线
|
乱码一线二线三线新区破解版
|
污网站大全免费
|
免费人成视频年青人在线无毒不卡
|
强烈吃奶摸下边抽搐
|
美女自卫慰黄网站i
|
中文字幕免费高清电视剧网站
|
惠民福利欧美另类久久久精品
|
国产精品美熟女一区二区
|
国产中字幕幕久久
|
成人三级片在线看
|
污国产网站在线观看
|
日韩ąⅴ一本二本在线观看
|
欧美日韩精品国产精品一区二区三区高清免费
|
国产在线观看波多野结衣
|
亚洲一日韩欧美中在线观看
|
精品国产ÄⅤ一区二区三区
|
香蕉视频下载免费
|
天堂亚洲aⅴ在线观看
|
日本高清一区二区免费2019
|
国产av一区最新精品精品无码国产av一区二区
|
久久成人欧美国产一区3344
|
国产一区二区三区乱伦
|
黄色1级毛片视频
|
欧美一区二区黄色片
|
亚洲av资源首页
|
(凹凸影业)久久久精品天堂无码中文字幕
|
他扒开我的裙底把舌头伸进去
|
国产普通话无套内谢三饭片
|
老司机精品视频午夜福利
|
国产在线一二三精品观看
|
精品久久久久久久人喷蜜臀av
|
久久久老熟女一区二区三区91
|
日韩精品ⅴs欧美一区二区三区
|
Aⅴ无码专区亚洲Aⅴ毛片
|
中文字幕在线观看视频网址
|
国产精品jizz观看
|
汤加丽露生殖147图片
|
2021久久香蕉国产线看观看
|
国产äv电影区二区三区曰曰骚网
|
一本久到久久亚洲综合
|
欧美AAAA片在线精品老牛影视
|
51国产愉自视频区视频
|
手机看片国产欧美日韩免费大片观看
|
久久精品久久理论片
|
一级免费无码毛片视频看看丶
|
男人天堂亚洲Av日韩Av
|
人人澡超天天碰碰中文电影
|
风间亚洲中文字幕一区
|
欧美日韩综合精品在线
|
自拍亚洲欧美综合
|
三年中文在线观看免费大全中国
|
www亚洲精品在线
|
亚洲成人第一电影
|
欧美日韩一区二区三区va
|
免费无码Âv片在线观看播放
|
国产一级高青免费
|
99.成人免费视频
|
中文在线字幕免费观看电视剧十
|
加勒比特在线视频播放
|
8x8x在线观看视频
|
国外亚洲成AV人片在线观看
|
男男做性秘免费视频网
|
zσzo欧美性猛交xx
|
日韩少妇视频无码不卡
|
邻家有女韩剧在线观看国语
|
精品久久免费观看
|
国产成本人片无码免费2020
|
日本国产欧美大码a视频資源免費看
|
日本h无羞动漫在线观看网站
|
一区二区三区黄页网视频国产欧美日韩va另类
|
久久精品人人妻一区二区三
|
精品一二区中文字幕
|
歐美日韓在線觀看視頻
|
2012中文在线观看天堂www
|
91国精品在线观看
|
国产熟女自拍挑逗
|
青青伊人久久熟女久久尤物
|
高清欧美日韩亚洲国产精品另类
|
蜜桃a综合在线
|
99精品国产福久久久久久擁有海量影視資源
|
中文字幕免费高清电视剧网站
|
日本一区黄色片欧美
|
色老板在线影院播放
|
体育生边缘呻吟被榨精视频
|
正能量网站你懂我意思正能量www下载破解
|
日本无遮挡吃奶摸下激烈视频
|
色偷偷东京热男人的天堂
|
久久精品国产亚洲AV日韩
|
激情图区综合经典一区二区
|
男女无遮挡猛进猛出免费视频男女无
|
亚洲一区日韩有码一牛影视
|
丰满熟女人妻中文字幕免费
|
91性爱精品视频
|
免费韩国三级在线手机观看理论
|
毛茸茸厕所偷窥xxxx
|
思思99热女女精品免费观看资讯
|
国产在线观看无码一区二区三
|
性俄罗斯少妇交xx00
|
精品中文字幕毛片无码
|
特黄aaaaaaaa片免费直播
|
九九精品视频在线观看
|
免费久久久久久精品成人欧美大片
|
欧美成人性色欲影院
|
丝袜美腿女邻居人妻中出
|
欧美日韩国产综合视频专区
|
国产av成人午夜小福利
|
色欲人妻综合AAAAAAAA网
|
在线综合亚洲日本欧美
|
成人免费视频毛片一区二区
|
2019中文字幕乱码在线视频
|
国产又粗又长又黄免费视频
|
天天爽免费视频
|
国产在线视频一区二区三区
|
亚洲最大成人网色
|
亚洲人成自拍网站在
|
亚洲精品一区二区三区麻豆
|
国产日韩影院在线
|
日韩欧美精品在线观看网址
|
亚洲狠狠久久综合一区7777
|
热门午夜国产视频观看92
|
国产欧美精品另类又又久久
|
伊人天堂av无码一区二区
|
国产理论电影一区
|
日韩免费三级黄
|
国产69av亚洲性爱一级片
|
成+人+综合+亚洲欧美国产
|
中文字幕av一区先锋影音
|
国产亚洲欧美首页免费
|
麻豆国产福利精品丰满熟妇
|
不卡在线无码国产
|
手机看片a v在线视频
|
资源在线视频亚洲
|
亚欧乱色熟女一区二区小说
|
国产婷婷理论在线观看
|
9久久国产精品资源
|
新免费无码国产在线看
|
人妻少妇69久久中文字幕。
|
美女自慰喷水在线观看
|
久久国产高清一级毛片无码
|
亚洲精品久久无码AV片
|
国产91精品久久无码一区二区
|
A网站一区二区三区
|
夜色阁亚洲一区二区三区
|
97在线视频观看国产
|
人妻被强aV系列
|
国产精品人妻99一区二
|
av无码免费一区二区三区试看
|
露脸国产真实精品自在
|
国产在线偷录视频
|
欧美日韩国产美女视频
|
少妇久久影视精品
|
日韩亚洲精品综合
|
久久精品九九九久久婷婷
|
91无码一区二区三区在线
|
狠狠綜合久久無碼AV網站
|
zσzo欧美性猛交xx
|
观看成人毛片免费
|
亚洲国产Äv成人一区二区综合精品区
|
久久成人欧美国产一区3344
|
5g免费影院永久免费看下载
|
丁香五月开心婷婷
|
国产夜趣福利免费视颁
|
日韩美女视频在线网站视频
|
国产日韩欧美一中文字宇幕
|
91无码一区二区三区
|
999精品亚洲国产欧美
|
超碰国产精品久久
|
五月一区二区久久综合天堂
|
亚洲色爽视频免费观看国产片天天操
|
av无码国产精品久久
|
无码少妇拔腿做A
|
国产69av亚洲性爱一级片
|
久久久婷婷成人综合激情
|
农夫娱乐av影院在线观看
|
992tv在线无码视频
|
久久青青草原国产精品免费
|
亚洲 免费 在线 观看
|
一级丰满少妇按摩
|
欧美肥老太牲交视频免费
|
精品无人国产偷自产在线日本
|
亚洲愉拍自拍视频一区第
|
一本大道中文字幕无码29
|
亚洲欧美真实ä在线观看
|
麻豆午夜视频在线
|
国产大萫焦免费视频女
|
中文字幕无码中文字幕有码A
|
狠狠人妻久久久久久综合小蛇
|
日本按摩高潮中文A级
|
办公室强行丝袜秘书啪啪
|
亚洲日韩国产一类视频在线观看
|
日韩精品综合无码一区二区
|
极品粉嫩国产18尤物在线麻豆
|
国产福利视频1区2区3区4区
|
少妇午夜啪爽嗷嗷叫视频
|
污国产网站在线观看
|
啦啦啦 中文 中国 免费 高清在线
|
(愛妃視頻)岛国午夜精品视频在线观看
|
久久精品亚洲一区二区三区浴池
|
国产一级特黄高清大片2015
|
2024播放灌醉水嫩大学生国内精品
|
97色伦午夜国产亚洲精品
|
欧美性高清极品猛交
|
国产一区亚洲二区三区在线
|
日韩人妻无码免费视频一二区
|
日本午夜a级按摩视频
|
最近最新中文字幕完整版免费高清
|
亚洲产国偷v产偷v自拍一区
|
欧美一级特黄久久
|
亚洲熟妇自拍无码区
|
业余自由性别成熟偷窥
|
国产成人久久精品二三区
|
午夜激情福利在线观看
|
17c最新网名免费网站
|
国产av无遮挡喷水白浆
|
日韩91综合一区三级久久丝袜
|
欧美日韩线免费观看乱码
|
一级特级毛片完整版
|
麻豆亚洲ÄV成人无码久久精品
|
亚洲综合久久一区二区三区
|
最新大胆西西人体44RT
|
日韩精品一区二区三区第66
|
一级小视频免费国产
|
亚洲欧美一区二区三区在线高清
|
欧美日韩免费成人在线视频
|
日韩精品不卡一区二区三区四区
|
黄色av网站未满十八周岁在线播放
|
精品久久久久久久人妻九色欲av
|
音影先锋男人免费欧美国产
|
国产欧美精品另类又又久久
|
暗交小拗女一区二区三区
|
韩国一区欧美二区国产三区
|
中文字幕成人午夜
|
日本与欧美在线观看
|
无码无码一区二区三区
|
日韩一区二区免费电影
|
亚洲国产天堂久久综合226
|
国产日本三级韩国三级韩级
|
露脸国产真实精品自在
|
2012国产精品久久
|
福利日韩电影频道免费电影在线观看
|
国产成人你懂的在线观看
|
精品国产一区二在线看
|
日本va欧美ⅴa欧美Va精品
|
国产精品自拍视频青娱乐
|
成人在线一区二区网站
|
蜜桃AV麻豆AV天美AV
|
午夜影院免費體驗
|
含羞草91羞羞网站
|
亚洲AV日韩AV无码A小次郎
|
久久精品國產清高在天天線
|
国语自产拍在线观看偷拍在
|
久久综合日本丰满熟妇
|
免费又粗又猛又黄又爽无遮挡
|
97国内精品久久久久久久影视
|
夜色私视频在线观看
|
最近最新中文字幕完整版免费高清
|
抖音裸露合集视频在线观看
|
音影先锋男人免费欧美国产
|
杨幂国产精品福利在线
|
暧暧在线观看亚洲
|
国产农村妇女毛片精品久久资讯
|
日本av最好看的女优
|
精品人伦一区二区三区蜜丝袜
|
一区二区三区成人免费国产
|
日韩制服丝袜高清有码在线
|
欧美日韩国内国模视频一区
|
国产免费高清视频a一区二区三区不卡
|
网站国产欧美另类精品
|
精品久久免费视频
|
国产情侣露脸真实视频
|
国产精品哟女在线观看
|
免费午夜精品久久久久9999
|
欧美激情精品久久久久久小说
|
综合亚洲欧美在线视频观看
|
99无码国产成人精品
|
久久精品午夜好看的电影
|
日韩a中文字幕高清中
|
欧美成人卡二卡三卡四卡app
|
日韩经典av在线观看欧美精品成人在线
|
国产一级婬乱片A片AAA图片
|
中文在线字幕免费观看电视剧十
|
国产精品99久久不卡二区
|
亚洲无码专区色图
|
欧美在线观看不卡
|
97国内视频在线观看
|
一本久到久久亚洲综合
|
国产成人91激情在线播放
|
国产福利小视频91
|
成人毛片在现免费看
|
国产äv电影区二区三区曰曰骚网
|
精品人妻一區二區三區四區
|
黑人一本一本久久久三区成Av人片
|
国产青草精品久久久久福利99
|
欧美肥老太牲交视频
|
嫩模内部私拍高清拍视频
|
亚洲日韩人妻一二三区
|
国产喷潮冒白浆流水视频
|
毛片黄色网站视频在线播放
|
丰满的少妇中文HD高清
|
国产极品粉嫩泬在线播放
|
精品久久无码视频一区
|
黄视频网站在线免费看a
|
欧美 图片区一区二区
|
国产成人福利美女观看视频
|
國產精品密播放國產免費看
|
成人在线观看免费高清
|
欧美中文字幕在线不卡
|
污草莓樱桃丝瓜绿巨人秋葵笔趣阁
|
在线观看视频欧美
|
久久综合一本婷婷五月无码道
|
亚州综合激情另类久久久
|
7777久久久国产精品消防器材
|
黄台app软件免费网站大全
|
亚洲福利大全不卡
|
亚洲av无码一区二天堂
|
欧美一级A片欧美精品野外
|
1024手机在线观看看片
|
丰满人妻熟妇av无码区a
|
精品人人综合网中文
|
福利站性视频网站
|
一级毛片AAA免费无码綠色網站
|
在办公室你轻点啊视频
|
国产欧美精品另类又又久久
|
小16萝裸体洗澡自慰无遮挡
|
他扒开我的裙底把舌头伸进去
|
亚洲AV日韩AV无码A小次郎
|
亚洲三级av手机在线免费观看
|
欧美日韩国产综合视频专区
|
xxx.日本在线播放国产
|
久久国产精品乱码
|
中文无码久久精品麻豆
|
好男人是视频社区在线
|
午夜福利在线观看每日更新
|
亚洲区日韩精品中文字暮
|
亚洲国产香蕉碰碰人人
|
久久精品国内Av熟女高清
|
亚洲妇人成熟性成熟图片高清
|
爱如潮水3免费观看日本高清
|
VA在线看国产免费
|
暧暧 在线 观看 亚洲
|
福利一区二区不卡国产
|
欧美日韩黄片夜夜激情
|
国产成人综合91
|
办公室强行丝袜秘书啪啪
|
日韩中文字幕无码视频专区
|
成人一级黄片在线
|
农场主三姐妹美国1976
|
u女视频国产在线播放
|
亚洲乱码在线无码av
|
房四四房欧美色播日韩热播
|
无码精品久久久久一区二区
|
亚洲特大特黄视频
|
午夜亚洲亚洲精品不卡
|
成人国产91麻豆国语
|
国产福利喷水免费看
|
黄品汇视频app免费安卓下载
|
中文字幕在线精品不卡
|
最近中文字幕mv2024在线高清
|
中文成人免费久久久
|
久久国产一区二区免费看
|
曰木一级a级高清毛片
|
av中文无码在线
|
国产日韩中文字幕av系列
|
精品热映电影天堂在线观看免费完整版
|
99这里有精彩视频
|
欧美日国精品一区二区三区视频
|
亚洲Av综合日韩精品久久久
|
免费成人日韩高清在线专区一区
|
日本h无羞动漫在线观看网站
|
日本三级乱伦电影视频播放
|
欧美日韩a在线播放
|
一区二区三区日本在线视频免费
|
久久精品熟女亚洲AV艳妇
|
日韩欧美一区二区奇米
|
亚洲成a人片在线播放观看国产
|
精品精品国产自在久久漫画
|
日本高清视频永久网站WWW
|
国产不卡一级无码av片
|
中文字幕永久
|
国产精品资源一区二区三区
|
亚洲综合av色婷婷
|
性欧美午夜高清在线观看
|
亚洲男人a在天堂线一区》
|
国产口爆a深喉在线观看
|
日本无遮挡吃奶摸下激烈视频
|
亚洲一级二级三级网站
|
亚洲日本va一区二区三区
|
亚洲AV无码A片在线观看
|
亚洲美女国产精选99
|
香蕉在线视频99
|
久久精品国产一二电影
|
亚洲v国产v天堂网
|
一级黄色做A视频在线观看
|
欧美日韩人妻国产久久久91精品一区二区三区
|
囯产精戌人品2021
|
91人妻无码成人精品一区二区
|
亚洲人成在线免费福利
|
caopren免费视频国产
|
日本免费一区二区色香欲蜜桃
|
欧美激情之国产主播
|
国产主播一区二区三区四区色欲
|
少妇毛片一区二区免费放
|
久久久久九国产精品
|
亚洲精品国产欧美日韩在线
|
日韩精品免费在线观看
|
亚洲综合久久一区二区三区
|
国产精品国产三级在专区
|
真人h视频免费观看视频
|
亚洲色偷偷av男人的天堂连接
|
日本一级黄色一区二区
|
亚洲AV无码专区国产不卡顿
|
人人插人人摸
|
中文在线日韩乱码不卡视频
|
在线视频韩日乳 无码
|
在线日产国产一区二区
|
在线观看国产高清无码视频
|
波多野结衣乳喷高潮视频
|
亚洲熟女国产日韩
|
无码人妻精品一区二区金莲
|
亚洲日韩欧洲无码av夜夜摸无码
|
亚洲A国产AV综合AVvr
|
日韩999不卡顿视频播放
|
午夜福利日韩无套无码AV
|
99日韩福利电影手机版
|
亚洲av色图人人爽人人澡
|
国产黄网在线观看免费版
|
成熟女人性满足免费视频
|
色偷偷东京热男人的天堂
|
精品久久无需播放器
|
黄台app软件免费网站大全
|
成人裸体免费观看网站
|
国产视频第一页在线播放
|
69xxxx高清久久极品欧美天堂
|
香蕉榴莲丝瓜秋葵绿巨
|
中文字幕亚洲综合久久2021
|
国产片无无码长腿丝袜
|
天天人人综合影院app
|
无码Äv高清毛片在线手机观看
|
美日韩黄色一级片免费
|
无码加勒比亚洲精品
|
榴莲视频在线观看污
|
久久久久久久精品免费A片
|
怡红院在线aⅴ男人的天堂
|
国产草草影院18成年视频
|
中文字幕视频一区天堂在线
|
亚洲成a人片在线播放观看国产
|
99久热re在线精品99re8
|
久久久中文字幕亚洲精品
|
又大又粗又硬AV无码免费软件
|
青春草在线精品视频
|
国产亚洲情侣一区二区无
|
嫩草伊人久久精品少妇
|
男女做那个免费视频网站
|
热99在线精品视频在线播放
|
亚洲 春色 校园 爱
|
在线观看精品福利
|
男生女生一起差差差免费下载安装大全熊猫
|
在线日韩片精品免费观看
|
麻豆影院在线免费观看
|
精品国产一区二区三区在线观看
|
97人人看碰人免费公开视频
|
yy111111少妇影院里无码
|
丰满人妻无码Äⅴ一区二区
|
国产综合精品久久久一区二区三区
|
gogogo免费国语完整版
|
玩弄丰满的女邻居在线播放
|
亚洲国内女性内射第一区二区
|
亚洲和欧美一区二区
|
午夜国产精品福利在线观看
|
a4yy无码国产福利在线观看
|
亚洲欧美日本国产中字
|
国产大片91精品免费观看男同
|
三十六式春床图片及
|
不卡一区二区国产视频
|
国产在线视频一区二区三区
|
日韩在线手机一区二区视频
|
中文字幕av免费看网站
|
91精品无码视频
|
亚洲欧美日韩影院在线
|
日韩欧美一区二区奇米
|
中文字幕久久久观
|
国产亚洲精品成人a v片麻豆
|
色偷偷91综合久久噜噜噜男男
|
日产有线一区2区三区
|
久久亚洲āV午夜福利精品一区
|
国产伦精品一区二区三区女
|
性色在线观看网站国产
|
国产成人免费不卡在线观看
|
亚洲国产成人久久综合碰亚洲vs日韩vs欧美vs久久
|
欧美牲交a欧美牲交aⅴ免费看
|
欧美黑人巨大videos精品男男
|
(凹凸影业)久久久精品天堂无码中文字幕
|
天天做天天爱夜夜爽女人爽
|
免费精品呻吟在线观看
|
亚洲精品一区二区另类图片
|
西西4444www无码视频软件
|
免费看av大片网站在线观看
|
亚洲国产成人av网
|
日本91中文字幕
|
236宅宅理论片免费A片
|
波多野结衣在线观看精品视频
|
aaa国产亚洲欧美在线观看
|
亚洲A色在线视频
|
日本AAAA级毛卡片免费观看
|
亚洲热搜电影院全部免费观看
|
国产伦精品一区二区三区女
|
精品中文字幕久久久无码
|
亚洲精品在线中文视频
|
亚洲一级黄色大片免费直播
|
久久久亚洲精品日韩av专区
|
爱妃色婷婷综合久久久久中文
|
亚洲成av人片在线观看无码
|
日韩一区二区专区
|
精品超清在线播亚洲放
|
小嫩模无套内谢50p
|
亚洲欧美日韩aⅴ在线观看91
|
日韩经典av在线观看欧美精品成人在线
|
人妻被按摩到潮喷中文不卡。
|
成人做爰视频www看片会怎样
|
十八美女毛片免费看
|
天天久久无码一区二区三区
|
日本午夜免费电影
|
欧美日本道加勒比一区二区三区
|
91麻豆成人精品国产免费软件
|
精品日韩综合1区
|
青青视频在线播放
|
中文字幕免费高清电视剧网站
|
亚洲最新a在线观看
|
国产在线小视频午夜三区
|
十八禁污污污男女午夜网站
|
日韩中文字幕成人网站
|
国产草草影院18成年视频
|
91大神精品长腿在线观看网站
|
亚洲人成小说网站色在线观看
|
亚洲伊人久久综合图片
|
惠民福利欧美另类久久久精品
|
最新精品国产九九亚洲鸥美三级
|
欧美人牲交ā欧美精区日韩
|
日本又色又爽又黄的网站在线观看
|
免费国产黄色大片
|
欧美AAAA片在线精品老牛影视
|
狠狠綜合久久無碼AV網站
|
激情亚洲AV无码日韩AV
|
一区二区三区在线观看午夜视频
|
草華影视在线免费观看
|
中文综合影视精品
|
国产又黄又粗又长的视频
|
亚洲va中文字幕不卡无码下载
|
国产亚洲美女精品自在线拍
|
欧美777www奇米影视大全
|
97色噜噜狠狠网站久久
|
秋霞国产成人精品午夜视
|
日韩在线动漫精品
|
欧美一区二日本一区二区
|
精品日韩一区二区三区无码国产
|
国语午夜成人三级片
|
24小时免费看片亚洲无码
|
精品推荐超清欧美第3页
|
在线观看精品国产网站免费
|
色婷婷国产v亚洲v天堂a无码
|
亚洲精品在线中文视频
|
亚洲AV无码专区国产不卡顿
|
久精品视频在线观看免费
|
中文精品无码高潮在线
|
日本xxxxx成年動漫視頻
|
人人妻人人澡人人爽人人精品直播
|
国产成人爱片免费观看视频
|
国产精国产一区二区三区乱码
|
男人天堂2018手机在线版
|
欧美/亚洲/日韩在线看
|
亚洲成人天堂av在线
|
无码人妻精品视频一区二区三区99
|
91哈尔滨老熟女
|
(日韩欧美国产)x8x8拨牐拨牐永久免费视频
|
管鲍之交分拣中心未满十八岁
|
国产精品顾美玲在线观看
|
白丝制服被啪到喷水视频
|
国产伦理精品一区二区
|
一本色道久久综合亚洲av蜜桃臀
|
精品国产一区二区三区在线观看
|
免费三片在线观看网站
|
97国内精品久久久久久久影视
|
巜做爰猛烈大尺高压监狱
|
色就是色亚洲欧洲视频
|
产三级不卡在线观看视频
|
亚洲最猛黑人xxxx黑人猛交
|
精品国产sm全部网站在线观看
|
另类制服丝袜国产亚洲第一页
|
国产九啪啪精品免费视频
|
国产限制级在线观看
|
精品午夜福利一区二区在线观看
|
骚穴秘书一区二区三区欧美
|
男Gay同志AⅤ高清免费软件
|
热门欧美三级中文字幕
|
欧美熟妇交换久久久久久
|
久久久国产三级免费
|
国产乱子伦对白视频免费
|
免费一级真人片在线播放不收费
|
曰批全过程免费视频在线观看无码
|
中文字幕第233页
|
日本动漫爆乳h真人无遮挡
|
欧美性大交大片在线
|
国产黄网在线观看免费版
|
一级在线看片免费
|
91精品国产综合久久久久
|
亚洲欧美一区二区三区在线高清
|
日本免费一区在线播放
|
国语午夜成人三级片
|
中文字幕人妻麻豆
|
av永久网站免费观看
|
欧美日韩黄片夜夜激情
|
亚洲乱码在线无码av
|
日本在线高清毛片不卡
|
男人色偷偷到天堂a在538线
|
91无码福利在线观看
|
成人无码视频免费播放
|
日韩精品一区二区蜜臀av
|
黄瓜视频在线免费观看
|
午夜成人在线抖奶视频观看
|
国产亚洲精品第三页
|
一区二区三区无码激情婷婷五月
|
久久夫妻夜夜
|
久久亚洲综合色一区二区三区
|
国产精品自拍视频网址
|
午夜福利日韩免费
|
欧美成人欧美va天堂在线电影
|
国语对白一级毛片
|
亚洲东京热污精品中文字幕
|
亚洲 欧美 日韩在线
|
嫩草伊人久久精品少妇
|
精品日韩一区二区三区ab
|
丰满人妻熟妇乱又伦精品短视频
|
午夜欧美精品久久久久久
|
香蕉精品一本大道在线观看
|
中文字幕日韩性感少妇一级免费视频
|
他用舌头给我6次高潮
|
日韩A级毛片一区二区三区
|
99精品久久久久久一妻精品
|
国产毛片久久久内射精品
|
亚洲黄色片一级黄色片
|
国产粉嫩系列一区二区三
|
天天添天天射
|
97久久国产亚洲精品超碰热
|
大片全部在线免费观看
|
福利日韩电影频道免费电影在线观看
|
久久五月天影院
|
一区二区三区观看精品无码视频
|
毛片黄色网站视频在线播放
|
亚洲中文字幕精品久久
|
怡春院美国十次欧美
|
中文字幕人成乱码熟女免费
|
欧美熟女久久久久
|
香蕉免费精品视频a
|
啊轻点灬太粗嗯一路向阳
|
黑人巨茎大战中国美女
|
级国产乱理 片在线观看
|
真人h视频免费观看视频
|
亚洲国产AⅤ精品一区二区30P
|
亚洲中文字幕无码av麻豆
|
丰满亚洲大尺度无码无码专线
|
中文字幕亚洲日韩欧国无码
|
免费在线成人小视频
|
影音先锋av看片资源库
|
丰满人妻熟妇乱又伦精品短视频
|
欲色精品一区二区三区99
|
国产偷搞自拍视频区gq
|
精品欧美福利一区二区三区
|
大学生按摩A级中文片
|
久久久国产精品免费网站
|
91大神精品长腿在线观看网站
|
十八禁视频网址视频在线观看
|
成人无码mv在线播放
|
亚洲熟妇Aⅴ导航综合网
|
亚洲AV秘片一区二区三区
|
日韓免費無碼高清毛片
|
日韩中文字幕不卡免费
|
欧美日韩在线视频免费公开上传
|
狼群影院在线观看
|
97色伦午夜国产亚洲精品
|
惠民福利国产精品成人无码久久久
|
国产综合欧美综合一区二区
|
91爱豆传媒国产成人网站
|
国产成人爱片免费观看视频
|
精品欧美激情在线看
|
久久婷婷五月综合视频
|
久久久久久久精品免费A片
|
男人色偷偷到天堂a在538线
|
精品国产高清在线看国产
|
久草青视频在线
|
日韩久久高清无码视频
|
国产无码精品a级在线
|
91久久精品无码一区二区大
|
亚洲人一二三区
|
日韩高清无码一级片
|
影音先锋亚洲综合小说在线
|
77色77国产欧美在线精品
|
国产情侣主播在线
|
久久九九有精品国产av
|
亚洲国际精品素人AV
|
在线观看国产欧美精品
|
吾爱第一福利导航
|
息与子猛烈交尾在线播放can
|
在线视频韩日乳 无码
|
2020久久久最新欧美
|
国产精品无码护士在线观看
|
尤物少妇久久综合九色综合
|
欧美成人日本成人手机在线
|
2020久久久最新欧美
|
嗯啊好舒服还要嗯用力视频
|
新97碰碰新版国产
|
波多野结衣av一区二区三区中文
|
色偷偷91综合久久噜噜噜男男
|
欧美成人卡二卡三卡四卡app
|
天堂亚洲日韩专二区
|
亚洲五月丁香综合视频
|
德国女兵性肉体开放在线观看
|
野の欲求不満な人妻蜜臀Av
|
无码中文欧美一区二区三
|
精品无码国产av一区色猫咪
|
日韓免費無碼高清毛片
|
亚洲国产激情精品在线观看
|
泰国三级激夜完整版
|
国产精品一区二区韩国AV
|
欧美www7777欧美激情
|
天天做天天爱夜夜爽女人爽
|
另类中文专区
|
91国在线国内在线推放
|
久久亚洲韩国中文字幕综合
|
久久国产精品乱码
|
欧美日韩激情电影精品一区
|
精品亚洲国产成人ÄV在线看
|
亚洲日韩欧洲乱码AV夜夜摸
|
国产日本精品欧美
|
韩日无码色网视频
|
99久久精品一区人妻å黑
|
思思久久96热在精品国产高清
|
亚洲综合激情久久综合日韩久久免费影院观看
|
国产污污视频
|
在线看日韩欧美精品
|
国产一区二区高清在线
|
亚洲Av无码精品国产精品成人
|
啊轻点灬太粗嗯一路向阳
|
欧美肉体狂欢派对在线观看
|
国产日韩在线观看不卡
|
超碰97国产欧美18禁
|
惠民福利欧美另类久久久精品
|
国产αV无码专区亚洲α∨毛片
|
a成在线观看网站
|
äV无码无在线观看免费
|
美女视频黄久久久精品
|
久青草国产97香蕉在线视频xx
|
四虎欧美永久在线精品免费
|
中文日本亚洲少妇
|
理论片国产在线观看
|
国产午夜在免费视频
|
99久热re在线精品99re8
|
18禁成人午夜免费网站在线
|
中文亚洲av片不卡网
|
www插插插无码免费视频
|
亚洲欧美在线97色
|
在线永久免费观看的毛片
|
国产一二精品久久99草
|
69男女性爱激情免费视频
|
av中文字幕免费播放
|
国产精品午夜91
|
欧美黄色一级久久片
|
亚洲高清久久不卡毛片
|
欧美成人有码视频观看
|
WWW.色情无码AⅤ电影
|
在线播放免费国产黄网在线视频
|
国模GOGO中国无码免费视频
|
亚洲精品在线免费网站
|
亚洲欧洲性爱色网视频
|
国产精品高潮呻吟久
|
黄黄网站在线观看
|
性色在线观看网站国产
|
国产亚洲欧美91
|
广东少妇大战黑人34厘米视频
|
亚洲人成手机电影在线观看
|
成人免费视频毛片一区二区
|
最近在线更新中文字幕
|
激情五月天久久播
|
久久精品国产综合一区亚洲欧美
|
国产精品免费观看在线三级三级三级
|
五月婷婷激情在线视频看看
|
废文小站李鬼sosadfun
|
www日日夜夜久久
|
av无码免费岛国动作片不卡
|
国产精品哟女在线观看
|
午夜av综合色资源
|
亚洲成α人片在线观看
|
欧美人与动禽牲zozo
|
在线免费观看欧美国产
|
亚洲精品欧洲久久婷婷99狠狠
|
色无极影院亚洲
|
97人妻碰碰碰无码视频
|
国产视频高清
|
国产av丝袜诱惑三区
|
怡红院免费全部视频在线视频
|
97在线视频观看国产
|
欧美一级啪啪
|
黄页网站在线观看视频
|
真人性做爰试看60分钟免费
|
久久久久久精品免费久久理论
|
国产农村一区二区三区
|
国产精品久无码免费高潮
|
爱情岛亚洲 国产
|
产三级不卡在线观看视频
|
亚洲成av人片在线观看无app
|
欧美成人精精品一区二区三区网站
|
日韩欧美小电影
|
九九精品视频在线观看15
|
少妇爽到嗷嗷嗷叫视频
|
曰本aaaaa毛片午夜网站
|
亚洲无线观看国产高清一区
|
国产精品九九一区视频
|
无码一区二区三区人妻
|
尤物AV無碼色AV無碼麻豆
|
亚洲精品日韩在线观看视频
|
日韩在线视频线视频免费
|
国产精品美女久久久浪潮AV厕所
|
免费无码Âv片在线观看播放
|
缴情文学人妻综合网
|
国产精品蜜臀99
|
亚洲国产成人欧美另类在线不卡
|
秋霞久久亚洲精品成人
|
波多野结衣乳喷高潮视频
|
免费日韩欧美在线观看
|
日韩在线精品首页免费观看
|
(日韩欧美国产)x8x8拨牐拨牐永久免费视频
|
亚洲区午夜一区二区三区
|
国产极品A在线观看
|
国产av一区最新精品精品无码国产av一区二区
|
欧美成人高清网站
|
女人久久www成人免费看
|
中文字幕色网手机直播
|
高清免费乱伦自拍
|
影音先锋男人的AV资源站
|
国产片在线免费播放
|
榴莲视频APP黄色片
|
秋霞久久亚洲精品成人
|
衣服都掀起来把奶罩都丢上来小说
|
国产主播在线观看精品
|
日本又色又爽又黄的网站在线观看
|
性欧美日韩视频在线
|
国产日本911精品青草衣衣
|
男人的天堂精品无码
|
中文字幕亚洲日韩欧国无码
|
狠狠爱精品福利一区二区
|
91亚洲国产三上悠亚在线
|
色就是色亚洲欧洲视频
|
日韩一区二区三区毛片中文无遮挡影院
|
精品旗袍丝袜国产在线页
|
精品精品国产自在久久漫画
|
欧洲爆乳AV一区二区三区
|
国产aⅤ一二三区无码视频
|
毛片黄色网站视频在线播放
|
亚洲欧美在线97色
|
丰满人妻无码Äⅴ一区二区
|
亚洲美女白天操夜夜操
|
国产aaa免费视频国产
|
国产三级漂亮护士和医生上班
|
草莓视频APP色板
|
免费国产成人精品在线播放
|
精品久久久久久久国产潘金莲
|
99久久中文精品无码中文字幕
|
亚洲日韩一区二区樱花视频
|
欧美AAAA片在线精品老牛影视
|
亚洲v国产v日韩v欧美v
|
日韩丨精品丨乱码最新地址男男
|
国产在线观看入口网站
|
日本中文字幕在线不卡一区二区
|
亚洲AV永久无码精品一福利下载
|
亚洲欧美日本国产中字
|
宅男噜噜噜66网站在线观看
|
国产日产在线观看高清
|
野の欲求不満な人妻蜜臀Av
|
成码无人av片在线电影网站
|
久久婷婷综合俺也去
|
男同GAY毛片免费可播放
|
性色AⅤ无码免费福利在线视频
|
66国产精品视频一区二区三区
|
男生和男生一起差差差很痛APP大全免费下土
|
特黄aaaaaaaa片免费直播
|
国产美女精品免费视频观看
|
国内精品久久久久久久999
|
最近的中文字幕在线国语
|
久久精品国产亚洲av夜色九虎
|
福利一区二区三区视频播放
|
gogogo免费国语完整版
|
亚洲国产青草uu1区二区三区
|
亚洲精品一区二区另类图片
|
日韩短片自拍视频在线观看免费
|
十大免费污软件
|
草草久久偷拍美女视频
|
91探花视频免费播放
|
精品视频一区二区三区四区
|
国产曰批免费视频
|
人妻被黑人巨大中出
|
人妻丝袜中出中文字av幕
|
亚洲 中文 字幕视频天堂
|
亞洲日韓中文第一精品
|
日韩午夜有线影院视频
|
亚洲国产二区在线观看
|
jiizzyou性欧美老片
|
男人色偷偷到天堂a在538线
|
欧美公妇里乱片A片在线观看
|
国产馆a∨在线观看
|
在线中文字幕julia
|
欧美大黄特一级AA片片免费
|
国产曰批免费视频
|
最近2024中文字幕国语视频
|
一日本道久久久精品国产麻豆
|
韩国日本激情亚洲
|
√天堂最新版在线中文字幕
|
国产熟女肥臀精品国产馆
|
v欧美精品v日本精品
|
东北乱国产对白刺激视频
|
R99热在线精品免费全
|
夜夜骑天天操
|
欧美精品一区国产
|
国产av丝袜诱惑三区
|
秋霞久久亚洲精品成人
|
VA在线看国产免费
|
欧美日韩在线精品成人综合网
|
欧美激情中文字幕第八页视频
|
亚洲va国产va天堂va在线
|
色老大国产成人av
|
午夜免费在线视频日韩欧美福利
|
日韩精品久久久久久久久久久久
|
国产a一级免费不卡网站
|
国产成本人片无码免费2020
|
国家精品欧美精品日韩精品
|
91热久久免费频精品无码1
|
日本国产欧美大码a视频資源免費看
|
久久久av一区二区
|
在线欧洲中文字幕AV电影
|
四虎永久在线精品免费观看视频
|
91香蕉频蕉成人app
|
福利一区二区三区视频播放
|
蜜芽Aⅴ无码精品国产午夜
|
91佛爷约离异D奶9次高潮
|
久久99精品无码中文字幕
|
午夜免费一级毛片无毒不卡
|
激情性无码视频在线观看
|
日韩黄色一级毛片
|
人妻少妇69久久中文字幕。
|
无遮挡拍拍拍午夜免费观看
|
亚洲av优女天堂熟女妓女
|
精品无码一区二区三区不卡无码
|
黄页网站在线观看视频
|
日韩成人手机在线视频
|
欧美亚洲日本中文字幕23页
|
毛片视频网站看免费
|
四虎永久在线精品无码视频
|
国产成人av区一区
|
国产精品久久久免费电影大全
|
亚洲国产日韩欧美综合在线一区二区三区
|
午夜免费一级毛片无毒不卡
|
äv无码免费一区二区三区
|
在线观看无码综合国产
|
国产精品久无码免费高潮
|
毛茸茸厕所偷窥xxxx
|
亚洲高清国产精品久久久
|
欧美最猛性xxxxx潮喷
|
在线成人午夜视频精品一区二区
|
久久亚洲国产高清AV一级小说
|
精品人妻久久久久久666不卡
|
99久久精品国产综合影视
|
福利影视亚洲影视在线观看
|
丝袜无码国产专区
|
国产精品激情丝袜美女
|
国产一级a毛一级a看免费视频一区二区三区
|
人妻少妇精品中文字幕a∨蜜桃
|
五个黑人玩一个女5p的小说
|
欧美一二三区五月激情综合
|
又爽又黄A片免费观看直播蜜桃
|
97超碰在线公开免费
|
少妇高潮喷水在线观看
|
韩国电影外出在线观看
|
免费三片在线观看网站
|
被男狂揉吃奶胸90分钟视频
|
综合日韩精品一区二区
|
亚洲熟妇无码另类久久久下载
|
国产精品免费观看在线三级三级三级
|
国产超薄肉色丝袜视频
|
久久国产亚洲综合一区二区
|
日本一道本a欧美牲交一道本
|
国产各种真实高潮对白
|
强烈吃奶摸下边抽搐
|
大橋久未無碼吹潮在線觀看
|
亞洲一區二區三區四區在線觀看
|
无码专区无码专区视频
|
国内少妇人妻偷人精品
|
废文小站李鬼sosadfun
|
婷婷五月天六月天
|
久久久精品456亚洲影院
|
91亚洲国产三上悠亚在线
|
五月伊人婷婷
|
男人呻吟双腿大开男男h
|
无码中文AV不卡
|
国产精品性爱视频亚洲国产黄片
|
国产一区亚洲二区日韩三区
|
av毛片三级片av色站
|
欧美在线观看第一页
|
国产男女无遮挡猛进猛
|
无码午夜福利视频一区
|
人妻丰满熟妇av无码多人区
|
大香蕉丝袜欧美亚洲国产
|
久久少妇日本亚洲
|
失禁大喷潮在线播放
|
成人一级黄片在线
|
免费久久久久久精品成人欧美大片
|
国产午夜成人精品免费视频
|
在亚洲线国产视频观看
|
国产日韩欧美动漫
|
2021国内精品久久久久精免费91久久精品无码专区
|
国产主播在线观看精品
|
二级黄的全免费视频
|
日韩一区二三区人妻中文字幕
|
丁香色婷婷综合伊人五月亚洲
|
亚洲日韩欧美制服二区
|
久久夜色精品国产亚洲小说
|
国产精品国产一级AV免费
|
白浆一区二区久久人妻系列
|
国产丶日韩丶欧美在线
|
国产青草精品久久久久福利99
|
狠狠爱精品福利一区二区
|
十八禁污污污男女午夜网站
|
爱如潮水3免费观看日本高清
|
青青久草免费在线视频
|
四虎永久在线精品免费观看视频
|
国产日产高清影院
|
黄色软件免费给我啊啊啊呀不要
|
特级精品毛片免
|
一级特黄大片欧美久久久久
|
av一区二区日韩精品
|
福利网址导航大全
|
受玩全息游戏开发自己
|
午夜男女爽爽爽免费播
|
久久嫩草国产线观看免费无码
|
亚洲狠狠久久综合一区7777
|
午夜国产精品福利在线观看
|
秋霞在线伦理视频播放
|
久久人与动人物a级毛片一
|
亚洲网免费视频在线观看
|
歐美亞洲國產日韓一區二區三區
|
日韩欧美另类一区精品在线
|
国产三级漂亮护士和医生上班
|
亚洲欧美日韩一区二区不卡五月丁
|
jiizzyou性欧美老片
|
人妻中文字幕无码av
|
羞羞答答在线观看免费视频呢
|
产精品视频在线观看免费
|
亚洲Aⅴ无码成H在线观看
|
手机看片国产欧美日韩免费大片观看
|
日本护士毛茸茸
|
男人进女人下面的免国产黑色丝袜在线
|
亚洲ąV成人不卡在线观看播放
|
免费无码av一区二区三区
|
青青青在线视频国产18
|
2020国产公开视频
|
久久亚洲精品免费网站
|
日韩麻豆蜜桃精品一区
|
国产亚洲欧美日韩亚洲中文色
|
日本无遮挡吃奶摸下激烈视频
|
公与2个熄乱理在线播放
|
亚洲人成小说网站色在线观看
|
毛片免费看在线观看
|
亚洲成A 人片在线观看中
|
曰木操逼一区二区
|
国产精品国产三级在专区
|
永久免费视频在线观看
|
亚洲熟女av拍拍
|
福利片第一页在线观看
|
日本在线不卡视频
|
少妇高潮惨叫久久久久电影69
|
本站收藏大量国产精品国产一区二区三区
|
欧美日国精品一区二区三区视频
|
人妻被黑人巨大中出
|
91热久久免费频精品无码1
|
精品综合久久久久久98一区二区免费播放
|
婷婷五月亚洲综合在线观看
|
精品人妻久久久久一区二区高清观看视频
|
一区视频在线观看高清视频
|
女人被做到高潮免费视频
|
亚洲无码专区色图
|
人人妻人人澡人人爽人人精品直播
|
男女做那个免费视频网站
|
亚洲国产精选视频
|
欧美成人有码视频观看
|
农村寡妇高潮一级
|
欧美大黄特一级AA片片免费
|
日韩精品综合无码一区二区
|
免费中文字字幕在线中文乱码
|
国产精品免费午夜在线a
|
一本大道中文字幕无码29
|
欧洲美妇乱人伦视频网站
|
久久国产成人精品国产成人亚洲
|
青春禁区视频在线观看资源
|
好男人在线观看神马影院www
|
国产精品一在线观看
|
自拍亚洲影视欧美
|
精品亚洲国产成人ÄV在线看
|
91精品人妻一区二区三区蜜桃
|
狠狠爱精品福利一区二区
|
惠民福利精品久久香蕉国产线看观看亚洲
|
日韩中文毛片在线
|
亚洲精品区在线观看
|
精品國產亞洲一區二區三區在線觀看
|
欧美又大又硬又粗BBBBB影院
|
经典精品毛片免费观看
|
日韩高清无码一级片
|
国产成人主播在线精品
|
国产毛片精品一区二区嗯啊
|
成人黄页网站免费观看大全
|
理论片国产在线观看
|
国语精品第一区自产拍
|
亚洲波多野结衣日韩在线
|
国产爆乳美女呻吟娇喘图片
|
天天综合网亚洲
|
波多野结衣国产一区二区在线观看
|
高清在线观看自拍视频
|
欧美中日韩亚精品自拍
|
激情综合丁香婷婷六月
|
国产又爽又色在线观看
|
午夜免费在线视频日韩欧美福利
|
日本系列第一页
|
欧美亚洲日韩在线一区二区
|
国产中字幕幕久久
|
激情丁香开心久久综合
|
麻豆午夜精品视频
|
免费直接看的黄色视频
|
heyzo少妇无码久久综合
|
又粗又硬又爽国产毛片
|
成人福利视频导航
|
日韩人妻无码一区二区三区综合部
|
荷兰小妓女高潮βbbw
|
茄子视频免费观看视频
|
亚洲色偷偷偷偷综合网
|
日韩欧美国产激情在线
|
亚洲综合片欧美一级
|
中文字幕无线码中文字幕下载
|
韩日在线不卡视频
|
亚洲裸男自慰GⅤ网站
|
日韩ⅴ欧美ⅴ中文在线
|
国产av成人午夜小福利
|
国产视频高清
|
2021国产拍精品系列观看
|
男生女生一起差差的app大全动画
|
国产精品久久久亚洲直播
|
大菠萝官方APP在线观看
|
男女嘿嘿羞羞动态视频
|
99re一区二区这里只有精品在线观看
|
亚洲国产综合在线区尤物
|
麻豆色哟哟AV剧情免费观看
|
国产真实迷奷系列在线免费看
|
免费操逼视频国产
|
91精品国产黑色丝袜高跟鞋
|
丰满人妻少妇aⅴ免费久久
|
一区二区三区欧美
|
国产精品欧美一区二区在线看
|
精品人妻aⅴ区乱码久久蜜臀免费
|
在线观看无码综合国产
|
中文在线日韩乱码不卡视频
|
一级A性爱视频在线观看
|
亚洲av日韩综合
|
永久免费无码国产网站
|
九九久久99视频
|
性色AⅤ无码免费福利在线视频
|
久久亚洲精品无码AⅤ网站
|
国产热门精品第1页91
|
一个人看的WWW免费视频在线观看
|
一级毛片a免费播放王色
|
夜夜夜夜夜精品一区二区
|
女人扒开腿让男人桶国产免费
|
成熟女人性满足免费视频
|
天天做天天爱夜夜大爽完整
|
99这里只精品热在线15
|
欧美午夜免费在线生活片
|
天天做天天爱夜夜大爽完整
|
无码αV片在线观看免费
|
亚洲天堂网中文字幕
|
九九精品免费手机免费视频
|
宅男在线午夜视频
|
无毒不卡在线观看
|
亚洲AV日韩AV无码A小次郎
|
欧美日韩大片在线观看
|
国产极品校花高潮无套网站
|
日韩一级片内射视频群批
|
中文字幕亚洲日韩欧国无码
|
黄片免费视频观看
|
香港A级午夜毛片视频免费
|
欧美www7777欧美激情
|
在线观看视频中文字幕一区二区三区
|
午夜爽爽爽男女免费观看一区
|
国产变态调教久久诱惑视频
|
国产伦乱码精品一区二区三区
|
欧洲日本国产视频
|
青青青欧美在线视频观看
|
年轻少妇A片免费观看
|
一本大道久α久综合精品
|
亚洲欧美日本综合久久精品
|
欧洲AV免费看综合久久
|
亚洲天堂2017手机在线
|
久久精品国产亚洲av无码不卡
|
夜夜夜夜猛噜噜噜噜噜
|
亚洲三级毛片在线观看高清
|
亚洲欧美综合乱图片区小说区
|
最近中文字幕高清电影
|
在线看片免费人成视频软件
|
午夜福利真人一级毛片
|
欧美日韩高清无卡码一区二区三区
|
国产免费无码专区视频在线观看
|
波多野结衣乳喷高潮视频
|
囯产精戌人品2021
|
日韩精品免费在线观看
|
精选一区二区三区四区五区
|
少妇一区二区三区黄
|
好男人是视频社区在线
|
日韩制服丝袜高清有码在线
|
人妻无码一区二区免费
|
最近2024中文字幕国语视频
|
巜做爰猛烈大尺高压监狱
|
国产精国产一区二区三区乱码
|
激情性爱视频在线观看男同
|
婷婷色五月综合久久
|
中国丝袜丝交nylons视频
|
久久综合结合久久国产免费
|
全免费一级午夜毛片
|
亚洲老汉色av影院首页
|
欧美午夜免费在线生活片
|
真人性高潮无遮挡高清无码视频
|
亚洲av无码乱码在线p观看性色
|
伊人成人一区二区
|
久久刺激cijilu福利72
|
黄色免费久久网站
|
婷婷久久久久亚洲AV片无码
|
久久精品国产99精品国产亚洲
|
人妻熟女一区二区aⅴ水野朝阳
|
天堂国产v欧洲v日韩
|
国产又色又爽又黄的在线观看视
|
91精品国产亚洲综合色婷婷久久久99
|
国产无码精品a级在线
|
国产偷窥女洗浴在线播放
|
国产成人无码va在线观看蜜臀
|
国产天堂在线免费观看
|
久久久久美女福利网站午夜精品
|
人妻中文字幕无码av
|
中文综合影视精品
|
国产精品白浆熟女
|
日韩āV无码成人精品国产
|
久草青视频在线
|
免费国产老师高潮抽搐视频
|
一日本道久久久精品国产麻豆
|
香蕉久久A Ⅴ一区二区三区
|
免费看全黄色的a毛片
|
国产人成视频永久免费
|
午夜免费一级毛片无毒不卡
|
1000部啪啪未满十八勿入中国
|
青娱乐AV在线免费播放器
|
成人AA片免费观看视频APP
|
农夫娱乐av影院在线观看
|
色欲精品国产AV久久久
|
亚洲精品一区二区久久久久
|
亚洲v国产v天堂网
|
免费看男女做羞羞的事网站
|
国产语露脸视频在线观看
|
9l视频自拍蝌蚪9l视频
|
亚洲91欧美日韩国产99成人精品影院
|
久久久久99精品成人毛片
|
最新大胆西西人体44RT
|
国产蜜芽尤物在线一区
|
色欲无码蜜臀av免费播
|
国产亚洲欧美日韩在线首页
|
精品久久思思中文字幕电影
|
欧洲欧美成人免费大片
|
色熟女蜜臀又伦AV网th
|
亚洲国产爱v在线一区二区
|
精品最新国产欧美
|
大地资源中文在线观看网
|
乌克兰少妇性做爰视频
|
在线观看精品国产网站免费
|
精品人妻aⅴ区乱码久久蜜臀免费
|
久久久久熟女丝袜美腿三级
|
日韩无码av资源站
|
在線觀看精品視頻看看播放
|
亚洲熟女操逼视频
|
最新精品国产九九亚洲鸥美三级
|
少妇的肥蝴蝶18p
|
另类专区欧美亚洲国产
|
97亚洲国产精品成人无码区
|
国产精品人成在线观看
|
日产一级 片内射在线视频播放
|
日韩在线成人精品视频
|
国产熟女偷窥高潮精品
|
日韩在线动漫精品
|
欧美性大战久久久久久i一
|
无码自拍少妇亚洲
|
美女露出奶头扒开尿口的免费视频
|
久久精品国内Av熟女高清
|
欧美成版人版在线播放
|
日韩视频在线观看
|
毛片网站视频免费看
|
青青草国产福利资源站大全
|
级毛片久久久毛片精品毛片
|
国产精品一区二ãv
|
亚洲精品国产黄片
|
欧美成人卡二卡三卡四卡app
|
国产肥臀对白刺激在线视频
|
亚洲AV无码A片在线观看
|
亚洲国产成人久久综合碰亚洲vs日韩vs欧美vs久久
|
亚洲美女国产精选99
|
日韩欧美激情在线一区
|
网友自拍青草视频在线播放
|
日本爽快片18禁免费看
|
茄子视频免费观看视频
|
欧美日韩一区二区三区va
|
最新69国产精品视频免费
|
娇妻被别人玩弄至高潮视频
|
人善交VIDE欧美
|
欧美天天综合色
|
亚洲波多野结衣日韩在线
|
视频区无码区
|
四虎免费在线播放无码婬A级毛片免费专区
|
亚洲欧美日韩另类久久
|
亚洲网免费视频在线观看
|
夜夜夜夜猛噜噜噜噜噜
|
四虎永久在线精典
|
精品久久久久久无码人妻另类
|
ÄV成人午夜无码一区二区
|
国产伦精品一区二区三区免.费
|
日韩精品美女黄片
|
五月婷婷中文字幕在线直播
|
成人免费视频一区二区在线无码剧情
|
久久精品国产亚洲aⅴ高清热
|
青草青草久热精品视频在线观看
|
亚洲精品日韩在线观看视频
|
中文字幕人妻无码中字
|
亚洲一级性爱片
|
美女网站国产在线观看
|
欧美成妇人在线播放xxxx
|
亚洲中文字幕无码av麻豆
|
思思久久96热在精品国产高清
|
一级理论片一级毛片
|
国产一区亚洲二区三区在线
|
亚洲AV成人片在线观看天堂无码
|
一区二区三区观看精品无码视频
|
www日韩Av一区二区
|
在线视频午夜一区
|
亚洲AV第一页国产精品尤物
|
噜噜综合亚洲av中文无码
|
免费一级e一片在线播放
|
国产av无码一区二区三区最
|
艳肉观世音性三级欧美放荡办公室videos
|
精品视频一区二区三区四区
|
惠民福利日韩AV无码成人精品国产
|
精品人人综合网中文
|
国产情趣免费视频在线观看
|
亚洲人成网站精品片在线观看
|
天天躁日日躁狠狠躁精品推荐
|
国产成人高清视频免费播放
|
亚洲国产青草视频手机版
|
91无码一区二区三区
|
玩弄丰满的女邻居在线播放
|
侵犯一区二区三区在线观看
|
亚洲第一精品卡通动漫在线观看
|
人妻αv无码一区二区三区
|
久久久国产精品免费A片分
|
国产免费经典三级
|
无码一区二区精品视频久久久
|
黄页网址大全
|
中文亚洲日韩国产精品
|
在线免费观看欧美国产
|
五月丁香六月婷婷国产视频96视频
|
亚洲色成人综合小说
|
6080yy免费毛片一级
|
成+人影片+免费观看777
|
日韩A级毛片一区二区三区
|
久久亚洲āV午夜福利精品一区
|
久久香蕉99欧美精品亚洲
|
欧美精品一区二区三区99
|
中文在线日韩乱码不卡视频
|
国内大91人妻人人澡人人爽人人精品
|
国产精品久久久久久a
|
中文字幕av免费放
|
歐美日韓在線觀看視頻
|
草莓美女视频高清在线观看
|
欧美尹人在线中文字幕精品免费
|
把腿张开老子臊烂你的电视剧
|
一区二区三区免费在线视频
|
久久久久久久99精品欧美产片
|
韩国电影登山的目的
|
国产黃片在线精品观看
|
美女毛片视频免费影片
|
日韩一区二三区人妻中文字幕
|
野花社区免费观看视频高清
|
久久久精品欧美日韩国产
|
亚洲一区乱码电影在线
|
秋霞电影网一区二区
|
热门欧美三级中文字幕
|
苍井空AV无码一区二区三区
|
国产久一视频在线观看app
|
妻子的秘密免费版电视剧大全
|
印度毛茸茸姓BBBBB
|
婷婷五月亚洲综合在线观看
|
国产精品成人观看视频网站
|
亚洲婷婷五月天88av
|
校花大胸奶汁乳流奶水出来
|
国产免费一区二区三区精品在线
|
轻点灬舒服灬太大了视频
|
国产人成无码视频在线app软件
|
亚洲婷婷天堂在线综合
|
未满十八免费网站禁止av
|
国产又色又爽精品无码的视频
|
成人影院在线无码
|
岛国毛片99在线播放
|
一级A性爱视频在线观看
|
精品人妻久久久久久666不卡
|
可播放的男同志freeb0y
|
久久精品国产99精品国产亚洲
|
亚洲中文字幕无码a∨网址
|
亚洲av资源首页
|
精品国产sm全部网站在线观看
|
欧美性爱大片第一页
|
本站收藏大量国产精品国产一区二区三区
|
午夜激情福利在线观看
|
久久中文字幕久久无码最熱門最齊全電影!
|
А∨天堂在线一本大道
|
甜蜜惩罚在线观看免费
|
亚洲综合激情久久综合日韩久久免费影院观看
|
久久怡红院亚欧成人影院
|
又黄又大又粗又硬的无码色网视频
|
国产人成午夜免费噼拍视频
|
性欧美牲交在线视频
|
日韩精品A片一区二区三区
|
国产91精品久久无码一区二区
|
在线观看亚洲欧洲日产
|
午夜影院免費體驗
|
成熟女人性满足免费视频
|
老司机无码精品福利在线观看
|
ą级毛片粗大超爽免费观看
|
青青青青青手机在线播放
|
亚洲精品二区
|
丰满人妻熟妇av无码区a
|
中文字幕色网手机直播
|
日本一大新区免费高清不卡
|
你懂的欧美视频免费观看
|
99久久人妻无码精品
|
国产婷婷爱午夜激情福利
|
中国大陆黄色毛片在线播放不卡
|
亚洲欧美日韩人妻综合
|
永久免费A片在线观看午夜
|
婷婷五月亚洲综合在线观看
|
欧美激情中文字幕第八页视频
|
免费日韩一级黄片毛片
|
亚洲欧美一本色94色欧美
|
日本免费一区二区三区伊甸园
|
免费ä级在线观看完整片
|
自拍偷拍国产一区二区
|
亚洲天堂日韩在线
|
亚洲精品自拍无码热
|
亚洲中文字幕无码爆乳Aⅴ
|
18禁深夜A大片在线
|
国产av一区最新精品精品无码国产av一区二区
|
国产视频最新精品无删减
|
黑丝护士自慰在线一区
|
精品日韩一区二区三区无码国产
|
91免费 无码 日产在线观看
|
日本光体养眼美女人体艺术写真视频
|
久久久久免费经典av麻豆传媒
|
97碰碰在线看视频免费
|
色欲国产精品无码久久
|
欧美精品黄片在线
|
性欧美牲交在线视频
|
一本加勒比HEZYO無碼專區
|
av无码免费岛国动作片不卡
|
久久综合结合久久国产免费
|
羞羞答答国产xxdd亚洲精品
|
手机可以直接免费观看的av
|
国产剧情a∨麻豆香蕉精品
|
无码国产色欲xxxxx视频男男
|
国产蜜芽尤物在线一区
|
人妻系列无码专久久五月天
|
人妻少妇精品系列短文
|
黄色软件免费下载观看
|
惠民福利国产精品亚洲精品日韩
|
亚州一国产无码毛片
|
亚洲第一成人中文在线观看
|
狼友视频在线
|
国产美女精品免费视频观看
|
成品视频nike1688源码
|
亚洲精品国产欧美日韩在线
|
奇米第四狠狠777高清秒播
|
国产不卡无码视频
|
av片在线国产一级免费视频
|
久久精品熟女亚洲AV艳妇
|
后入美女高潮在线观看
|
国语自产拍在线观看偷拍在
|
国产热门精品第1页91
|
午夜亚洲亚洲精品不卡
|
日本里番在线观看
|
精品人妻aⅴ区乱码久久蜜臀免费
|
中文字幕不卡一区二区三区
|
亚洲欧美日韩污在线观看
|
羞羞视频免费高清观看在线播放
|
中文字幕高清有码在线中字
|
日韩激情无码免费人妻片
|
97精品日韩一区二区三区
|
中文字幕欧美日韩在线
|
福利视频一二区
|
MD0112私人麻将馆艾秋
|
国产欧美亚洲自拍
|
久久综合结合久久国产免费
|
福利精品亚洲不卡顿
|
亚洲欧美一区二区三区二厂
|
啦啦啦 中文 中国 免费 高清在线
|
激情五月婷婷影音先锋
|
成年男女视频网站
|
久久er国产精品亚洲国产青
|
男人靠女人免费网站
|
久久久最近免费字幕中文大全
|
视频一区二区三区视频一区二区
|
欧美一区二区三区精品免费
|
欧美日韩精品在线视频观看
|
狠狠爱精品福利一区二区
|
色美欧在线视频
|
无码超级大爆乳在线播放国产
|
精品视频一区二区三区四区
|
欧洲亚洲午夜无码久久
|
国产色久国产综合视频
|
色老99视频精品全部在线观看
|
国产免费高清视频a一区二区三区不卡
|
在线免费日本亚洲视频
|
韩漫免费在线看无付费
|
天堂va欧美va亚洲97伦
|
怡春院美国十次欧美
|
欧美日韩大片免费观看网站
|
在线观看无码综合国产
|
18禁忌动漫片免费无码
|
日本高清无卡二区
|
精品久久久久久久人喷蜜臀av
|
小受公车忘穿内裤被挺进小说
|
伊人久久青草青青综合
|
97国内精品久久久久久久影视
|
国产主播在线观看精品
|
国产一级a毛一级a看免费视频一区二区三区
|
欧美日韩成人在线观看视频
|
成年在线观看免费视频kkk.
|
欧美精品一区二区三区99
|
久久久成人精品四区
|
无码中文亚洲五月天在线观看
|
精品中文字幕在线精品视频
|
欧美亚洲国产专区在线äpp
|
性欧美日韩视频在线
|
歐美日本一区二区三区在
|
在线免费日本亚洲视频
|
校花大胸奶汁乳流奶水出来
|
蜜桃AV一区高潮久久
|
日韩欧美久久成人
|
一级欧美一日韩片一级二级
|
中文在线字幕免费观看电视剧十
|
黄色网站在现观看
|
日本xxxxx成年動漫視頻
|
欧洲亚洲中文字幕日本欧美
|
亚洲熟妇码一区二区三区
|
国产aⅴ无码专区亚洲aⅴ毛片
|
日本三区四区免费高清不卡
|
音影先锋男人免费欧美国产
|
亚洲日韩精品东京热一区
|
日韩经典第一页
|
亚洲中文字幕综合久久
|
99国产热主播在线观看
|
日韓免費無碼高清毛片
|
成人黄色小说网站S色
|
国产最火爆久久女人天堂网网站
|
正能量网站你懂我意思正能量www下载破解
|
久久精品國產清高在天天線
|
精品不卡av一区二区
|
性欧美jiZZHD精品欧美菊
|
深夜a级毛片免费无码
|
91亚洲精品福利
|
欧美日一区在线播放国产区
|
www日韩Av一区二区
|
日韩精品视频免费一区二区三区
|
久久久无码精品喷水va成人专区
|
欧美黑人巨大videos精品男男
|
国产系列亚洲精品
|
无码专区人凄一级在线播放
|
日本美人妻OL美脚OL视频网
|
色拍自拍亚洲综合在线
|
精品久久免费视频
|
国产杨幂AV福利在线观看
|
色欲天天综合网护士网
|
99久久久免费精品国产99
|
国产一区二区三区在线视频…
|
五月婷婷精品
|
一级性爱视频欧洲
|
在线成人午夜视频精品一区二区
|
少妇婬乱全黄a片免费芒果视频
|
国产剧情ckplayer在线
|
人妻αⅴ中文字幕
|
香蕉久久A Ⅴ一区二区三区
|
男人天堂亚洲Av日韩Av
|
国产精品亚洲日韩欧美激情
|
久久综合伊人
|
欧美人牲交ā欧美精区日韩
|
91资源在线观看
|
抖音裸露合集视频在线观看
|
熟妇无码久久久影院
|
四虎亚洲国产成人久久精品
|
久久精品人人妻一区二区三
|
在线观看精品国产网站免费
|
97自拍视频在线
|
欧成人毛片一区二区三区
|
亚洲AⅤ在线无码7777KKKK
|
中文字幕在线观看视频网址
|
国产精品晓可耐在线观看
|
亚洲国产综合在线区尤物
|
久久夜色精品国产亚洲小说
|
国产青草成长在线视频
|
国产午夜福利不卡在线观看
|
免费一级真人片清高播放
|
欧洲精品www一区二区三区
|
日韩欧美电影一区二区三区
|
国产一级a毛一级a看免费视频一区二区三区
|
日韩福利国内主播在线播放网站
|
久久久久综合国产
|
青青青国产色视频在线观看
|
99久久性爱视频
|
国模GOGO中国无码免费视频
|
日韩欧美一级特黄片
|
99久久综合99久久综合网站
|
久久99精品久久久婷婷
|
av有码在线免费看
|
亚洲日韩在线精品视频第二页
|
精品丝袜国产高清自在线拍
|
婷婷丁香六月
|
久久天天躁狠狠躁夜夜Av
|
国产av一区最新精品精品无码国产av一区二区
|
狠狠久久踪合婷婷不卡
|
色老久久精品偷偷鲁
|
欧美亚洲丁香五月社区
|
国产剧情三级片视频在线观看二区
|
亚洲精品孕妇专区在线观看
|
XXXXX日本 日本熟妇
|
亚洲中文字幕av私人在线
|
成人无码视频在线观看网址无码免费大香伊蕉在人线国产
|
亚洲波多野结衣日韩在线
|
公交车上拨开少妇内裤进入电影
|
免费中文字字幕在线中文乱码
|
一区二区免费中文字幕午夜理论
|
91区视频在线免费观看
|
国产高清视亚洲一区二区
|
久久精品国产亚洲Äv麻豆欧
|
欧美韩国日本在线
|
衣服都掀起来把奶罩都丢上来小说
|
人妻少妇69久久中文字幕。
|
網友分享久热色心得
|
高清国产性色视频在线
|
(凹凸影业)久久久精品天堂无码中文字幕
|
人妻www欧美一区
|
A一级特黄日本大片黄大全
|
边爱边宠(1v1高H)
|
香蕉久久A Ⅴ一区二区三区
|
国产一二三区成人免费观看
|
欧美一级啪啪
|
欧美一级A片欧美精品野外
|
一女被两根凶猛挺进视频
|
亚洲动漫第一页
|
欧美日韩大片免费观看网站
|
亚洲欧美卡通
|
久久久无码精品喷水va成人专区
|
欧美色图综合精品91
|
国产普通话对白呻吟在线
|
欧美久久精品另类国产亚洲
|
欧美另内亚洲日本俄罗斯
|
日韩欧美国产高清在线
|
欧美人与动禽牲zozo
|
亚洲最大不卡一区二区
|
久久久精品人妻一区二区A黑
|
无码一区二区精品视频久久久
|
亚洲欧美日韩校园第二区
|
亚洲国产一区二区精品观
|
日韩最新av在线网站
|
国产精品无码永久免费888
|
黄黄网站在线观看
|
亚洲αv无码乱码在线观看牲色
|
日韩精品一区二区蜜臀av
|
久久精品国产亚洲AV日韩
|
亚洲欧美日韩人妻综合
|
欧美大成色www永久网站婷
|
99无码国产成人精品
|
国产拍免费精品视频
|
日韩一区二区三区北条麻妃
|
夜夜夜夜夜精品一区二区
|
国产三级av在在线看
|
国产超碰无码最新上传剧情
|
欧美日韩精品在线视频观看
|
911吃瓜黑料反差婊
|
国产亚洲美女精品自在线拍
|
久久精品国产亚洲aⅴ高清热
|
亚洲日韩那种视频在线
|
亚洲一区二区三区亚洲中久无码
|
欧美毛片一级的免费的
|
国产拍免费精品视频
|
淫色网欧美一区二区
|
亚洲日韩欧美制服二区dvd草草
|
av中文无码在线
|
欧美亚州日韩一区二区三区
|
尤物AV無碼色AV無碼麻豆
|
亚洲狠狠久久综合一区7777
|
一个人看的免费观看日本
|
日韩欧美电影一区二区三区
|
国产一区二区三区乱伦
|
亚欧AⅤ一二三四区在线观看
|
四虎永久在线精品波多野结衣
|
911吃瓜黑料反差婊
|
亚洲一级性爱
|
男人天堂av在线国产
|
香蕉成人啪国产精品视频
|
亚洲区午夜一区二区三区
|
久久国产精品性色
|
黄视频网站在线免费看a
|
国模GOGO中国无码免费视频
|
精品人妻一區二區三區四區
|
中文字幕久久波多野結衣
|
惠民福利日韩AV无码成人精品国产
|
国内揄拍国内精品少妇国语免费
|
狠狠干超碰五月天天堂
|
久久9亚洲福利视频
|
国产无遮挡又黄又爽免费看
|
岛国无码免费aⅤ毛片
|
青青草原在线视频免费看
|
久久精品國產清高在天天線
|
亚洲国内女性内射第一区二区
|
久久婷婷五月综合视频
|
国语精品第一区自产拍
|
亚洲AV永久无码精品一福利下载
|
久久精品成人欧美网址
|
亚洲av一卡二卡
|
五月丁香六月婷婷国产视频96视频
|
在线中文字幕视频
|
国产麻传媒精品国产AV
|
日韩专区一区二区
|
国产女激情对白视频在线观看
|
日韩精品亚洲综合
|
999国产永久免费视频
|
少妇性饥渴bbbbb搡bbbb
|
电击惩罚花蒂榨乳调教小说
|
精品少妇一区二区三区在线
|
日韩欧美综合在线
|
国产精品美女久久久婷婷网站
|
欧美日韩性视频在线网站
|
无码aⅴ精品一区二区三区天美
|
暗交小拗女一区二区三区
|
亚洲国产精品三区二区不卡
|
后入美女高潮在线观看
|
亚洲äV无码äV吞精久久
|
国外一级毛片免费看
|
av有无码中文字幕不卡一区
|
欧美日韩在线视频免费公开上传
|
青青青欧美在线视频观看
|
免费日韩欧美在线观看
|
国产精品jizz观看
|
乱码国产婷婷综合在线视频
|
欧美又大又硬又粗BBBBB影院
|
少妇粉嫩小泬白浆流出
|
中文字幕人妻无码中字
|
国产中文在线蜜乳
|
激情亚洲AV无码日韩AV
|
国产人成午夜免费噼拍视频
|
精品中文字幕毛片无码
|
久久青青草原国产精品免费
|
美国亚洲AV无码
|
欧美女同性爱脱垂
|
中午文无线码一区2020
|
久久99热国产亚洲精品尤物
|
午夜免费在线视频日韩欧美福利
|
女人久久www成人免费看
|
一级髙清黄色a毛片
|
国产对白精品刺激二区中文字幕
|
色一情一乱一片一区二区看片欧美
|
亚洲日产无码天堂
|
性色欲情网站iwww
|
亚洲日韩人妻一二三区
|
欧美日韩激情电影精品一区
|
亚洲欧美精品无人区国产一区
|
精品中文字幕在线精品视频
|
jizjizjiz亚洲熟妇无码
|
成年黄网站18禁免费观看一区
|
国产成人深夜视频在线观看
|
免费日韩欧美在线观看
|
亚洲va中文字幕不卡无码下载
|
亚洲久一国产综合日本a∨
|
校花大胸奶汁乳流奶水出来
|
国产AV无码精品一品二区
|
Aⅴ无码专区亚洲Aⅴ毛片
|
大片全部在线免费观看
|
夜欲AV无码精品一区二区
|
国产精品黄页网在线观看
|
韩国电影登山的目的
|
免费黄免费精视频网站
|
亚洲一区二区三区在线播放无码
|
1久久网大香蕉国产视频
|
资源在线视频亚洲
|
欧美日国精品一区二区三区视频
|
国产日韩欧美一中文字宇幕
|
日韩精品美女黄片
|
日韩黄a三级三级三级看三级少妇
|
水蜜桃视频在线观看播放
|
精品视频无需等待立即体验
|
一区二区国产高清
|
国产蜜芽尤物在线一区
|
国产熟女高潮激情露脸
|
97超碰在线公开免费
|
日本一道本a欧美牲交一道本
|
91抖音在线下载
|
国产乱伦精品一区二区
|
lubuntu免费下载网站
|
一个人看的免费高清www资源
|
日本h无羞动漫在线观看网站
|
成人无遮挡18禁免费视频
|
亚洲欧洲一区二区在线播放
|
欧美成人免费一区在线播放
|
日本激情视频一区二
|
亚洲图区欧美另类
|
欧美区视频一区二区偷拍区
|
亚洲av优女天堂熟女妓女
|
先锋影视色AV女人资源
|
亚洲成人精品在线资源
|
911吃瓜黑料反差婊
|
日本福利在線觀看
|
日本一区二区视频免费看
|
久久刺激cijilu福利72
|
jizjizjiz亚洲熟妇无码
|
在线亚洲成人中文字幕高清
|
夜夜澡天天碰人人爱av
|
99任我橹这里只有精品
|
96久久精品人人槡人妻人人玩
|
免费人成小说在线观看网站
|
国产97精品视频免费播放
|
粗大挺进朋友人妻淑娟
|
xxx.日本在线播放国产
|
欧美黄色一级久久片
|
国产一区二区三区在线观看网站
|
日本中文字幕网站在线观看
|
啪啪人妻一区视频
|
日韩精品人妻无码久久影院
|
又爽又黄无遮挡免费视频国产的
|
无码中字出轨中文人妻中文中
|
免费无码又爽又刺激高潮的视频
|
又爽又高潮国产亚洲精品
|
亚洲日韩欧美制服二区
|
亚洲精品AⅤ无码精品丝袜足
|
久久人妻露出自慰18
|
毛片特黄全黄中日抽插黄片
|
亚洲精品日韩在线观看视频
|
pali.fyi轻量版线路检测
|
精品久久久久久久国产潘金莲
|
激情性爱视频在线观看男同
|
久久久国产精品美女
|
羞羞答答视频在线一区二区三区
|
日韩美女视频在线网站视频
|
午夜一级毛片免费播放
|
欧美日韩一级二级三级
|
国产一区久久无码
|
国产a级综合区毛片久久国产精品不卡
|
少妇被粗大的猛烈进出小说
|
露脸国产野战最新在线视频
|
h在线观看911国产精品
|
24小时免费看片亚洲无码
|
国产伦精品一区二区三区女
|
国产日韩在线观看一级
|
尤物少妇久久综合九色综合
|
99久9久免费国产动漫
|
粉嫩小国产在线观看免费
|
中文字幕免费高清电视剧网站
|
精品国产sm全部网站在线观看
|
日韩欧训练一二三区
|
韩国主播福利视频一区二区三区
|
欧美乱色熟女一区二区三区
|
男女嘿嘿羞羞动态视频
|
一级AAA毛片无码视频
|
全国三级网站在线免费观看
|
亚洲国产激情精品在线观看
|
97久久国产亚洲精品超碰热
|
A无码国产在线看免费网站
|
最新1024狼友在线
|
国产精品午夜无码TV在线
|
免费无码av一区二区三区
|
精品无码久久久久久久久曰韩
|
色悠久久久久综合网伊人
|
胸好大娇喘摸揉捏视频免费
|
久久精品国产亚洲aⅴ高清热
|
成全影视免费观看
|
精品人妻久久久久一区二区高清观看视频
|
精品午夜美女视频
|
中国大陆黄色毛片在线播放不卡
|
成人毛片1024你懂的
|
国产私人尤物在线观看
|
国内大91人妻人人澡人人爽人人精品
|
免费人妻无码中文字幕
|
中文国产字幕不卡
|
特黄aaaaaaaa片免费直播
|
黄片无码视频在线看
|
精品国产一区二区三区在线观看
|
欧美色一区二区三区视频
|
清纯大学生av在线
|
国产成人精品男人免费
|
日韩国产欧美视频在线观看
|
无码一区二区精品视频久久久
|
在线中文字幕无码一区
|
在线大陆三级无码视频
|
国产精品美女久久久浪潮AV厕所
|
久久精品国产99精品国产亚洲
|
亚洲最大不卡一区二区
|
亚洲热搜电影院全部免费观看
|
久久精品国产99精品国产亚洲
|
黄a级网站在线观看
|
亚洲欧美韩国
|
高清无码在线一区二区三区
|
欧美在线播放国产精品
|
久久精品视频人妻
|
日韩免费视频无码一区二区三区
|
伊人久久青草青青综合
|
亚洲av一二三又爽又色又色
|
男生女生一起差差差免费下载安装大全熊猫
|
久揄鲁鲁一二三四区在线
|
人妻无码中文字幕AV不卡
|
免费看无码午夜福利片
|
国产精品毛片在线完整版SAB等
|
黄视频网站在线免费看a
|
精品一区二区三区久久精品无码
|
天天日天天日天天爽天天射
|
影音先锋亚洲综合小说在线
|
噜噜吧噜噜色热热
|
亚洲第一无毛黄片
|
国产老熟女精品久久久久影院
|
av无码播放一区
|
人人妻人人添人人爽欧美一区卜
|
国产精品无不卡一区二区
|
精品国产一区二区三区免费91
|
日韩国产精品视频一区
|
韩国三级《甜性涩爱》在线观看
|
性欧美videos另类hd高清
|
日本乱人伦精品视频
|
亚洲中文字幕无码爆乳Aⅴ
|
欧美亚洲丁香五月社区
|
华人色网网站
|
欧美精品一区二区三区四区五区
|
爱福利秒拍国产导航小视频
|
中文字幕韩国三级少妇在线光看
|
五月激情丁香网
|
91资源在线观看
|
富二代视频黄色
|
精品成人国产主播第一区
|
色中文A∨中文人妻中文出轨
|
中文字幕成人午夜
|
成人国产91麻豆国语
|
亚洲精品mm1313久久
|
国产久视频这里只有精品
|
亚洲.欧美.中文字幕在线观看
|
中文亚洲日韩国产精品
|
男的插女的视频网站
|
国产人成视频永久免费
|
中文在线字幕免费观看电视剧十
|
四虎永久在线精品免费观看视频
|
久久综合九色综合欧美狠
|
欧美大成色www永久网站婷
|
日本熟妇色最新视频
|
精品国产免费人成电影
|
国产高清视亚洲一区二区
|
极品模特口瀑吞精视频在线播放
|
一区二区三区日本在线视频免费
|
国产成在线观看免费视频密
|
日本爽快片18禁免费看
|
成人黄色免费播放
|
无码中字出轨中文人妻中文中
|
日本三级黄在线观看第三方网站
|
少妇高潮喷水在线观看
|
少妇婬乱全黄a片免费芒果视频
|
好吊色综合高清国产成人
|
国产精品一在线观看
|
天天干天天插天天射
|
国产亚洲欧美日韩亚洲中文色
|
极品人妻一区二区三区视频
|
福利一区二区不卡国产
|
國產精品國產三級國產AV麻豆
|
亚洲vs欧洲vs美洲无吗
|
日韩制服丝袜高清有码在线
|
色费女人18毛片a级毛片视频你想要
|
97碰人妻免费碰碰碰
|
久久精品久久亚洲精品
|
中午文无线码一区2020
|
日本一道本a欧美牲交一道本
|
日本韩国黄色一区二区三区
|
欧美国产在线一区二区三区人
|
2222A片美女一级毛片
|
亚洲av中文无码字幕色最新
|
久久精品国产66
|
一级夜理论片久久
|
永久免费A片在线观看午夜
|
深夜老司机福利
|
色老久久精品偷偷鲁
|
一道久高清免费无码
|
无码一区免费在线不卡
|
午夜视频一区二区三
|
亚洲黄色片一级黄色片
|
婷婷丁香六月
|
在线亚洲欧美成人亚洲
|
四虎免费在线播放无码婬A级毛片免费专区
|
五月婷婷激情在线视频看看
|
波多野结衣在线一区播放
|
人妻丝袜中出中文字av幕
|
国产中文欧美在线观看
|
在线成人欧美一区
|
久久久久久久久久亚洲精品影院
|
亚洲日韩一区二区樱花视频
|
欧美成人欧美Va在线电影
|
性饥渴少妇sex无码毛片
|
国产电影精品一区二区三区
|
亚洲AV成人片在线观看天堂无码
|
亚州一区二区三区无码
|
国产精品亚洲日韩欧美激情
|
av中文无码乱人伦
|
亚洲日韩精品无码专区网址
|
av一区二区日韩精品
|
亚洲中文字幕无码a∨网址
|
亚洲人成影院在线观看无码
|
欧美 国产 亚洲 卡通 综合
|
爱如潮水3免费观看日本高清
|
午夜伦欧美理片848
|
成人影视一区二区三区在线
|
色悠久久久久综合网伊人
|
精品不卡av一区二区
|
精品丝袜国产高清自在线拍
|
亚洲国产色在线播放观看
|
了解最新毛aa毛片
|
亚洲ÅV无码一区二区三区天堂
|
欧美日韩人妻国产久久久91精品一区二区三区
|
大屁股白浆精品一区二区
|
久久久精品水蜜桃色
|
国产又色又爽又剌激的视频
|
久久亚洲精品免费网站
|
国产精品国产一级AV免费
|
亚洲欧美最新视频日韩电影
|
国产电影精品一区二区三区
|
了解最新国产亚洲一区二区精品
|
狠狠爱综合五月天婷婷
|
超碰97国产欧美18禁
|
韩漫免费在线看无付费
|
91热久久免费频精品无码1
|
男女无遮挡猛进猛出免费视频男女无
|
亚洲国产精选视频
|
国产精品中午字幕
|
欧美三级大片在
|
日韩精品少妇一区二区
|
久久综合免费A天堂
|
6080yy国产精品无码
|
亚洲αv无码乱码在线观看牲色
|
琪琪色源无码网站免费在线视频
|
日韩福利国内主播在线播放网站
|
国产又黄又湿又色又刺激
|
免费无码性行为视频
|
爽爽婬人综合网网站蜜桃视频
|
亚洲人成小说网站色在线观看
|
久久亚洲精品免费网站
|
丰满岳乱妇一区二区一区
|
久久久久99精品成人毛片
|
国产av丝袜一区二区三区九色
|
色呦呦一区二区三区免费
|
娇妻被别人玩弄至高潮视频
|
9国产亚洲AV综合人人澡精品
|
亚洲成a人片在线观看无码专区
|
国产亚洲情侣一区二区无
|
久久久av一区二区
|
天下第一社区视频welcome
|
国产福利视频一区二区在线观看
|
一级AAA毛片无码视频
|
巜做爰猛烈大尺高压监狱
|
性色av视频一区二区三区
|
毛毛AV在线播放
|
无码一区二区精品视频久久久
|
少妇人妻一区二区三区四区五区
|
欧美成人高清网站
|
中文字幕av久久人妻蜜桃臀
|
管家婆一肖一码最准资料公开
|
欧美一级b视频不免费播放
|
波多野结衣在线一区播放
|
91最新在线免费观看国产
|
最新av天堂手机在线看片资源
|
探花视频国产一区
|
欧美毛片一级的免费的
|
亚洲综合av色婷婷
|
思思99热女女精品免费观看资讯
|
东京热2干黑人
|
亚洲中文字幕无码av麻豆
|
欧美黄色一级久久片
|
国产又黄又粗又长的视频
|
国产三级级在线电影名
|
aaa国产亚洲欧美在线观看
|
国产天堂在线免费观看
|
97色精品视频在线观看
|
国产剧情探花视频一区二区
|
国产主播在线观看精品
|
91免费 无码 日产在线观看
|
全部费免一级毛片不收费
|
热e国产热视频二区
|
igao视频激情精品
|
久久精品亚洲一区二区三区浴池
|
日韩少妇无码一区二区三区
|
欧美大成色www永久网站婷
|
被男人吃奶跟添下面特舒服动漫
|
日韩中文毛片在线
|
免费人成视频在视频
|
国产aⅤ一二三区无码视频
|
久久久久久亚洲精品不卡性色åv
|
日韩女同一区二区三区
|
猎户h圆房~h嗯啊1v2视频
|
人妻 丝袜美腿 中文字幕在线视频
|
国产精品柳州莫菁69影院
|
日本三区四区免费高清不卡
|
亚洲妇人成熟性成熟图片高清
|
亚洲最大在线无码
|
激情欧美成人狠狠色金八天
|
欧洲亚洲国产综合精品
|
色偷偷东京热男人的天堂
|



